Технология производства и потребительские свойства ювелирных изделий
СОДЕРЖАНИЕ: МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ УО «Белорусский государственный экономический университет» Кафедра технологии важнейших отраслейМИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
УО «Белорусский государственный экономический университет»
Кафедра технологии
важнейших отраслей
промышленности
ИНДИВИДУАЛЬНАЯ РАБОТА
на тему: Технология производства и
потребительские свойства ювелирных изделий
МИНСК 2008
Реферат
Работа содержит: 26 страниц. 1 таблицу. 2 рисунка. 1 приложение.
Ключевые слова: ювелирные изделия, благородные металлы, сплавы, технология производства, показатели качества, потребительские свойства, контроль качества, стандарты.
Изучена товарная продукция в виде ювелирных изделий, ее применение в сфере потребления.
Определены основные потребительские свойства ювелирных изделий и наиболее значительные критерии их классификации. При изучении и описании технологии производства ювелирных изделий даны характеристики и основные свойства сырья для их производства, основных стадий производства, приведен анализ блок-схемы производства ювелирных изделий из золота и серебра методом литья по выплавляемым моделям, выявлено влияние технологии, сырья на качество продукции.
Для определения нормируемых показателей качества ювелирных изделий изучены соответствующие стандарты.
Изучены также вопросы контроля качества ювелирных изделий, правила приемки, транспортирования и хранения готовой продукции.
Введение
Ювелирное искусство - один из древнейших и широко распространенных видов декоративно - прикладного искусства. В нем находит воплощение присущее человеку стремление к красоте. Оно возникло в глубокой древности. До нас дошли тончайшие украшения, пышно декорированные разнообразные кубки и чаши, изготовленные из золота за несколько тысячелетий до нашей эры.
Драгоценные украшения в древности служили не только для того, чтобы подчеркнуть женское очарование и прелесть, но и для вполне практичных целей: оберегали от болезней и злых сил, приносили здоровье, благополучие и удачу. Во всяком случае, в это верили прежде, многие верят и по сей день. Украшения были и остаются прекрасным дополнением к одежде, но есть у них еще и другая, очень важная особенность: они подчеркивают, выделяют, приковывают взгляд к той части тела, на которой находятся.
Ювелирные изделия (от голл. juweell – драгоценный камень) – это предметы украшения и быта из благородных металлов в сочетании с драгоценными, полудрагоценными и поделочными камнями, а также художественных изделий из недрагоценных материалов, выполненных с большим мастерством и отвечающих высоким эстетическим требованиям.
Для ювелирного искусства характерно тонкое понимание особенностей материала, умелое выявление его декоративных свойств и высокое мастерство художественного исполнения.
В Республике Беларусь практически единственным крупным предприятием по выпуску ювелирных изделий является ПО «Кристалл» в городе Гомеле. В небольших количествах их вырабатывают на предприятиях народно-художественных промыслов. В торговую сеть поступают также ювелирные изделия Санкт-Петербургского, Калининградского, Рижского и некоторых других ювелирных заводов.
1. Применение ювелирных изделий в сфере производства или потребления
Данная группа товаров используется достаточно широко в сфере потребления. Большинство ювелирных изделий (свыше 80%) используют только как украшения (серьги, кольца, бусы, цепочки), а некоторые имеют и определенное утилитарное значение (запонки, пряжки, столовые приборы).Однако оно не является главным критерием при покупке, основной критерий – это красота изделий.
Основной контингент покупателей золотых ювелирных украшений — женщины, но в последние годы значительно вырос и расширился ассортимент золотых украшений и для мужчин: запонки, цепочки, кулоны, браслеты, булавки, зажимы для галстуков и даже колье, которое всегда считалось женским украшением.
Серийность ювелирных изделий не может мешать проявлению индивидуального характера того или иного человека, если умело подобрать их в качестве дополнений к одежде и создать ансамбль.
Особенность ювелирных изделий состоит в том, что они изготовляются из металлов, имеющих валютную ценность, а срок службы изделий из драгоценных металлов с применением природных камней-самоцветов исчисляется десятками и сотнями лет. Это одна из немногих групп непродовольственных товаров, ценность которых во времени возрастает (при условии высокохудожественного исполнения и использования при их изготовлении драгоценных камней 1-го порядка – бриллиантов, изумрудов, рубинов, сапфиров и др.).
Цена ювелирного изделия зависит от четырех рыночных факторов:
· платежеспособного спроса на ювелирные изделия;
· ограниченности предложения;
· скрытности хранения и транспортировки;
· полезности.
Основными материалами в производстве ювелирных изделий являются благородные (драгоценные) металлы и их сплавы, драгоценные, полудрагоценные и поделочные камни, синтетические камни, стекло, кость, эмаль, пластические массы.
2. Классификационные признаки ювелирных изделий.
Ювелирные товары, составляющие ассортимент ювелирных магазинов, делят на следующие группы:
1. По назначению:
а) украшения для головы, шеи, груди (диадемы, заколки, серьги, цепочки,
браслеты, кулоны, бусы, кольца, броши);
б) предметы туалета, гарнитуры из украшений и предметов туалета (пудреницы, зеркала, флаконы, запонки, туалетные приборы);
в) принадлежности к часам (цепочка, браслеты);
г) принадлежности для курения;
д) предметы для сервировки стола и украшения интерьера (ложки, вилки, ножи, салфетки, бокалы, рюмки);
е) письменные принадлежности;
ж) сувениры.
Эта группа занимает наибольшую долю в ассортименте ювелирных товаров (80%). Украшения служат декоративным дополнением к костюму и играют значительную роль, обогащая образную выразительность ансамбля, выделяя своеобразие и индивидуальность его владельца. При этом предпочтения отдаются таким видам, как колье, бусы, серьги, браслеты, кольца. Все более популярными становятся многофункциональные украшения, когда подвеска может служить декоративной деталью кольца или браслета, а брошь – кулоном, когда можно носить серьги как брошь, а кольцо как кулон.
Украшения выпускаются без вставок (около 60%) – обручальные кольца, цепочки, изделия ажурные, филигранные, с чернью, зернью. Разнообразие ассортимента достигается также за счет сочетания в одном изделии металла разных оттенков, различной обработки поверхности.
Около 40 % ассортимента ювелирных украшений составляют изделия со вставками из камней. Изготовляют отдельные виды украшений, а также наборы и гарнитуры, состоящие из изделий, имеющих единое художественное решение.
2. По используемому материалу ювелирные изделия могут быть из драгоценных и недрагоценных сплавов, кости, камня и др.
3. По характеру производства ювелирные украшения делят на серийные, единичные и индивидуальные. В ювелирной технологии серийным производством считается выпуск одного образца, превышающий 200 шт. в год, единичным – выпуск изделий одного образца по 200 шт. в год, индивидуальным - изготовление единственного изделия по рисунку автора. Изделия, выполненные вручную, имеют стоимость на несколько порядков выше, чем тиражирование.
4. По стилевому направлению выделяют:
а) ювелирные украшения классического стиля. Главные признаки – строгость, лаконизм линий и пропорций, утонченность декора, изящество форм.
Украшения этого стиля меньше всего подвержены изменениям моды, именно поэтому им отдают предпочтение абсолютное большинство потребителей.
б) ювелирные украшения стиля авангард. Отличаются оригинальностью, подчеркнутой индивидуальностью, эксцентричностью за счет яркости, броскости декора, неожиданного сочетания материалов и методов обработки, необычной, гибкой и подвижной конструкцией, использованием элементов графики.
в) украшения, выполненные в стиле фольклор. Отличительная черта – интерпретация мотивов национального прикладного искусства и искусства древних цивилизаций.
Внутри этих стилей существует еще ряд разнообразных направлений и микростилей, объединенных определенными темами.
5. По степени модности ювелирные изделий можно разделить на:
а) изделия, выполненные по последним предложениям моды;
б) изделия, рекомендованные как модные в текущем сезоне;
в) изделия, имеющие классические формы и продолжающие быть модными;
г) изделия, вышедшие из моды, старомодные.
Ювелирные изделия в силу своей высокой материальной ценности менее подвержены разделению на категории «модно» и «старомодно». Тем не менее они, как и другие предметы декоративно-прикладного искусства, выражают существо стиля, характерного для определенного времени.
6. По материалу вставок ювелирные украшения бывают: с драгоценными камнями, чаще всего с бриллиантами, с полудрагоценными и поделочными камнями, жемчугом, перламутром, кораллами, бирюзой, янтарем, пластмассой, со стеклом, без камней.
7. Вид декоративной отделки делит ювелирные изделия на выполненные с эмалью, чернью, филигранью, гравировкой, а также с чеканкой, золочением, серебрением, родированием, оксидированием и алмазной обработкой.
Кодирование товара с использованием классификатора «Товарная номенклатура внешнеэкономической деятельности» (ТН ВЭД).
Наименование товара «Ювелирные изделия из золота».
Раздел XIV «Жемчуг природный или культивированный, драгоценные или полудрагоценные камни, драгоценные металлы, металлы, плакированные драгоценными металлами, и изделия из них; бижутерия; монеты»;
Группа 71 (совпадает полностью с названием раздела);
Позиция 13 «Ювелирные изделия и их части, плакированные драгоценными металлами»;
Субпозиция 19 «Изделия из прочих драгоценных металлов, имеющих или не имеющих гальванического покрытия, плакированные или неплакированные драгоценными металлами».
Код данного товара 7113 19 000.
Кодирование товара с использованием «Общегосударственного классификатора Республики Беларусь» (ОКП РБ).
Секция D «Продукция перерабатывающей промышленности»;
Подсекция DN «Прочие промышленные товары, не включенные в другие группировки»;
Раздел 36 «Мебель, прочие промышленные товары, не включенные в другие группировки»;
Группа 2 «Ювелирные изделия и аналогичные товары»;
Класс 2 «Ювелирные изделия и аналогичные товары, не включенные в другие группировки»;
Категория 13 «Ювелирные товары и их части»;
Подкатегория 303 «Ювелирные изделия и их части из золота».
Код данного товара 36.22.13.303.
3. Потребительские свойства ювелирных изделий.
Современным ювелирным украшениям присущи следующие характерные черты: изделия изящны по форме, достаточно крупные, но одновременно легкие. Одними из основных потребительских свойств ювелирных товаров являются их эстетические свойства, и в этом их особенность. Ювелирные изделия обеспечивают удовлетворение духовных потребностей человека, и в первую очередь потребности в прекрасном. Данные товары могут быть действительно красивыми и эстетичными при условии, что показатели его внешнего вида (форма, цвет, декор, рисунок, отделка) соответствуют функциональному назначению и подчиняются законам гармонии и красоты.
Акцентирование деталей достигается обработкой поверхности. Используются гравировка, накладной металл, комбинация матовой и блестящей поверхности, чешуйчатая обработка металла, чеканка, матировка, обработка поверхности под дерево, под текстиль и т.п.
Ювелирные изделия характеризуются высокой степенью экологической безопасности. В товарах данной группы не содержится вредных веществ и примесей, в том числе токсичных, аллергических, канцерогенных, мутогенных и т.д.
Главными факторами, формирующими потребительские свойства ювелирных товаров, являются материалы и способы производства.
Материалы, из которых изготовляются ювелирные изделия, являются решающими факторами, определяющими их потребительскую ценность (красоту, надежность, долговечность, безопасность, гигиеничность, удобство пользования и др.), а также качество ювелирных товаров. Основными материалами для производства ювелирных изделий используют благородные и цветные металлы и их сплавы, драгоценные, полудрагоценные и поделочные камни, янтарь, перламутр, синтетические камни, а также стекло, эмаль, керамику, стекло, кость, и пластические массы.
Одна из особенностей производства ювелирных изделий состоит в том, что при их изготовлении мастер-ювелир стремится максимально выявить и показать своеобразную красоту и декоративные свойства используемых материалов. Так, золото значительно проигрывает в толстых массивных деталях и, наоборот, красиво выглядит в тонких ажурных работах. Изделия из серебра обычно оксидируют, чтобы подчеркнуть рисунок и придать красоту закрепленному в оправе камню. Большое значение имеет сочетание оправы с камнем. Аметист и жемчуг, например, хорошо сочетаются с золотой оправой, а для бирюзы лучше серебряная оксидированная оправа. Бриллиант выигрывает в оправе из белого золота и платины.
Художники-ювелиры разрабатывают эскизы и изготавливают модели, которые утверждаются художественным советом, а объем выпуска новых изделий определяется путем проведения маркетинговых исследований.
Характеристика основных свойств металлов, используемых для производства ювелирных украшений.
Металл – один из самых долговечных и декоративных природных материалов. Свойства металлов позволяют применять при их обработке разнообразные технические приемы – литье, штамповку, скань, гравировку и создавать всевозможные, порой очень сложные украшения.
Драгоценные металлы – это золото, серебро, платина и металлы платиновой группы (палладий, иридий, родий, рутений и осмий).
Важнейшими свойствами, благодаря которым их называют благородными, являются: красивый внешний вид, высокая устойчивость к химическим и атмосферным воздействиям, мягкость, тягучесть, пластичность и способность сплавляться с другими металлами. Драгоценными эти металлы называют из-за высокой стоимости. Однако они имеют недостаточную твердость, поэтому для изготовления ювелирных изделий, как правило, применяются сплавы с разным содержанием драгоценного металла, которое выражают пробой. Добавки (лигатуры) повышают износостойкость, разнообразят цветовую гамму изделий из сплавов золота и снижают стоимость ювелирных изделий. Чистые драгоценные металлы используют только в качестве защитно-декоративных покрытий.
Золото — металл красивого желтого цвета с сильным блеском, вязкий, мягкий, ковкий, тягучий (из одного грамма золота можно вытянуть проволоку длиной 3,5 км); химически очень стойкий — растворяется в «царской водке» (смеси соляной и азотной кислот), а также в ртути, растворах цианистых щелочей, хлорной и бромной воде. Золото применяется для изготовления всех без исключения ювелирных украшений и как материал декоративного покрытия при золочении недрагоценных металлов. В ювелирном деле (за счет введения в сплавы специальных легирующих добавок) широко используется золото белого, желтого, красного, зеленого, розового и даже черного и голубого цвета, причем такая многоцветность нередко присуща одному изделию. Ювелиры охотно применяют золото в сочетании с платиной, серебром, коррозионно-стойкой сталью, титаном, черным деревом.
Серебро — металл блестяще-белого цвета с очень высокой (95%) отражательной способностью, тягучий, ковкий, пластичный; хорошо полируется, режется, скручивается, прокатывается в листы толщиной до 0,00025 мм и вытягивается в тончайшую проволоку. Серебро устойчиво на воздухе и во влажной среде, растворяется только в крепкой азотной и подогретой серной концентрированных кислотах, а также в цианистом калии.
Из всех драгоценных металлов, серебро – самый дешевый. В чистом виде серебро используется для серебрения изделий из недрагоценных металлов и как компонент золотых и серебряных припоев. Как материал для изготовления ювелирных украшений серебро широко используется в виде сплава только с одним легирующим компонентом – медью, поэтому все серебряные сплавы имеют одинаковый цвет. Из серебра во многих странах изготовляют в больших
количествах предметы сервировки стола и украшения интерьера. Широко используется серебро и при изготовлении ювелирных украшений, причем серебро может быть применено в сочетании с золотом, эмалью, чернью, драгоценными и полудрагоценными камнями, жемчугом, кораллами, слоновой костью.
Платина — металл серебристо-белого цвета, мягкий и ковкий, тугоплавкий, по твердости превосходит золото и серебро; легко поддается прокатке, штамповке, волочению; химически стойкий — растворяется только в горячей «царской водке», цианистом калии и расплавленных щелочах. Пластичность, прочность, износостойкость, игра цвета — эти качества платины привлекают ювелиров. Очень тонкая платиновая проволока используется при изготовлении филигранных украшений, тонких цепочек, изящных оправ для колец. Платина нарядна и эффектна в сочетании с драгоценными камнями, особенно бриллиантами. Часто из платины изготовляют тонкие ленточные браслеты, а также подвески-пластинки, отличающиеся особой элегантностью и легкостью. Платину используют также для изготовления обручальных колец, колье, кулонов, серег.
Палладий — мягкий, ковкий металл платиновой группы, по цвету темнее серебра, но светлее платины; легко прокатывается в фольгу и протягивается в тонкую проволоку; по своим химическим и физическим свойствам значительно уступает платине. В ювелирной промышленности используется как компонент сплава белого золота и высокотемпературных припоев. Из металлов платиновой группы палладий выделяется благодаря следующим свойствам:
· обладает такой же, как платина, устойчивостью к потускнению на воздухе;
· имеет более интенсивный серебристо-белый цвет, чем платина;
· лучше поддается обработке;
· почти в 4 раза дешевле платины.
Родий — голубовато-белый металл, твердый, тугоплавкий, с высокой отражательной способностью, при накаливании — пластичный, поддается обработке давлением; химически очень пассивен — не окисляется на воздухе, в воде, не взаимодействует с кислотами и их смесями, растворяется в щелочных растворах цианидов. Родий устойчив к действию кислорода, серы, фосфора, хлора, фтора. В ювелирном деле родий применяется как материал декоративно-защитного покрытия (родирования) серебряных и золотых ювелирных изделий.
Рутений — тугоплавкий металл, по цвету почти не отличающийся от платины, но более твердый и хрупкий; химически очень стоек и износоустойчив; в ювелирном деле применяется обычно как компонент платиновых сплавов.
Иридий — очень твердый и хрупкий металл серебристо-белого цвета; необыкновенно химически стоек — не вступает в реакцию со щелочами, кислотами и их смесями; с трудом поддается механической обработке (давлением —
только в раскаленном состоянии). В ювелирном производстве в сплавах с платиной и родием используется для изготовления химической посуды.
Ювелирные камни по происхождению делят на природные и искусственные. Те и другие могут быть минерального и органического происхождения. К природным относятся минералы, минеральные агрегаты и горные породы, а также материалы органического происхождения, образовавшиеся в естественных условиях в результате жизнедеятельности животных и растений, к искусственным – материалы, частично или полностью созданные человеком. Искусственные камни получают чаще из оксидов различных металлов путем выращивания кристаллов в определенных условиях.
Общепринятого понятия «драгоценный камень» сегодня не существует. Критериями, по которым выделяются драгоценные камни, являются красота, долговечность и редкость. К сожалению, все три критерия условны. Таким образом, к драгоценным и поделочным камням относятся редкие декоративные минералы и горные породы, которые характеризуется красивым цветом или рисунком, прозрачностью, ярким блеском, отличаются высокой прочностью и химической устойчивостью, что и определяет их эстетические свойства.
Ценность ювелирных камней определяется их свойствами, а также тем, насколько редко камень встречается в природе. Многие свойства ювелирных камней обусловлены условиями образования этих минералов и их внутренним строением, т.е. структурой.
Основными потребительскими свойствами ювелирных камней являются их прозрачность, блеск, цвет, светопреломление и светорассеивание, твердость, плотность, спайность.
Прозрачность – это способность камня пропускать сквозь себя лучи света. Прозрачность зависит от структуры кристаллов, наличия в них трещин, твердых и газо-жидких включений. По степени прозрачности ювелирные камни делятся на:
· прозрачные – все бесцветные и слабоокрашенные вставки, сквозь пластинки которых толщиной 3 – 5 мм ясно виден предмет;
· полупрозрачные, через которые предметы видны неясно;
· просвечивающие, через которые нельзя различить предмет;
· непрозрачные.
Блеск камня – создается светом, отраженным от его поверхности. По характеру блеска различают следующие его типы: стеклянный, жирный (характерен для светлоокрашенных минералов); смолистый (для темноокрашенных); алмазный, полуметаллический. Блеск зависит от химического состава минерала и характера его кристаллической структуры.
Наряду с прозрачностью красота большинства ювелирных камней зависит от их цвета, оттенка тона и интенсивности окраски. Цвет ювелирного камня зависит от спектрального состава падающего на него света и способности камня поглощать или отражать определенные световые лучи.
По интенсивности окраски различают камни слегка окрашенные, густо окрашенные, окрашенные полосами (яшма), пятнистые (амазонит). Как правило, чем ярче, интенсивнее окраска камня, тем он ценнее. Высоко ценится у ювелирных камней способность менять окраску в зависимости от освещения.
Твердость – способность ювелирного камня сопротивляться разрушению, определяет его сопротивление истиранию при огранке, шлифовке, полировке и в процессе эксплуатации ювелирных камней. Зависит от природы камня.
Определенная особенность потребительских свойств ювелирных товаров заключается также в том, что срок службы ювелирных изделий из драгоценных металлов исчисляется десятками и даже сотнями лет.
4. Технология производства ювелирных изделий и ее
технико-экономическая оценка.
По способу производства ювелирные изделия бывают индивидуального и массового (серийного) производства.
При индивидуальном изготовлении мастер-ювелир выполняет все работы от начала до конца вручную, используя оборудование только для получения первоначальной заготовки или необходимого профиля металла. Этот способ применяется при создании отдельных образцов или дорогостоящих ювелирных изделий со сложной и тонкой художественной отделкой, а также при использовании нестандартных по размерам и формам драгоценных и полудрагоценных камней.
При массовом изготовлении изделия создаются механической обработкой и точным литьем по выплавляемым моделям. Лучшие ювелирные изделия изготавливают малыми сериями.
Совершенствование производства ювелирных изделий предполагает сочетание высокой технике исполнения, богатой творческой фантазии, современных форм, отвечающих требованиям моды и национальным традициям, использование нетрадиционных материалов.
Характеристика основных стадий производства ювелирных изделий, их технико-экономическая оценка.
Основными процессами изготовления ювелирных изделий являются следующие: заготовка материалов, создание форм изделий, филигранные и отделочные работы, декорирование и закрепление камней.
Заготовка материалов.
Заготовку материалов осуществляют путем составления лигатуры и ее плавки, вальцовки, волочения, ковки и резания.
Для золота основными лигатурными металлами являются серебро и медь в зависимости от того, какую пробу золотого сплава необходимо получить.
Плавку драгоценных металлов производят в графитовых тиглях в электропечах (более совершенный способ), а также в газовых, нефтяных и коксовых печах. Сначала плавят тугоплавкие металлы, затем вводят легкоплавкие. Для получения соответствующих заготовок (в виде полос или проволоки) расплавленный металл разливают в подогретые стальные или чугунные изложницы.
Вальцовку (прокатку) производят на специальном стане, при этом получают листы, полосы или прутки металла желаемой толщины и формы. Полученные в результате вальцовки полосы или листы металла размечают и раскраивают на заготовки нужных размеров для использования в последующих операциях по изготовлению изделий.
Процесс прокатки состоит из нескольких циклов для постепенного уменьшения толщины прокатываемого материала. Между циклами производят плавление, промывку, а также отжиг прокатываемого металла для облегчения его
дальнейшей обработки, так как в процессе прокатки повышается твердость металла.
Волочение производят путем протягивания слитка круглого сечения до определенного размера через проволочные вальцы. Затем полученную проволоку протягивают через отверстия волочильных досок до желаемого диаметра.
Ковка – это изменение поперечного сечения заготовки в горячем или холодном состоянии без снятия стружки. Из элементов кованых заготовок можно изготавливать такие украшения, как кольца, серьги, броши, булавки и др.
Создание форм изделий.
Формы изделий создают путем штамповки, сборки деталей и пайки, литьем по выплавляемым моделям.
Штамповка (вырубка или выдавливание) на прессах деталей или целых изделий – это один из основных процессов их массового изготовления. Для штамповки применяют стальные штампы, состоящие из двух рабочих частей. Нижняя часть называется матрицей, а верхняя – пуансоном.
Штампами вырубаются плоские изделия или заготовки для дальнейших операций производства, а также получают пустотелые изделия из пластин путем их вытяжки. Процесс вытяжки состоит в том, что пластину обрабатываемого металла кладут на матрицу, а сверху давят пуансоном, в результате пластина прогибается и принимает форму матрицы и пуансона. На штампах для вытяжки выгравировывается рисунок, который и выпрессовывается на изделиях в процессе прессования.
Изделия сложных форм штампуют в несколько приемов на разных штампах с промежуточными отжимами, для того, чтобы избежать перенапряжения металла и разрыва заготовок.
В соответствии с особенностями проведения технологических операций штамповки для получаемых изделий характерно наличие заусенцев, т.е. слегка приподнятых частей или нахлеста металла на внутренней стороне изделия, что позволяет безошибочно диагностировать метод изготовления.
В последние годы штамповкой создают легковесные объемные украшения. Штамповка используется практически на всех крупных и средних предприятиях. Но из-за высокой стоимости штампов она рентабельна только при большой тиражности, что ведет к однообразию ассортимента. Многотиражность штампованных изделий не удовлетворяет покупателей, которые стремятся приобрести недорогие, но оригинальные изделия.
Полученные в процессе вырубки или вытяжки на прессах и вращательных станках готовые заготовки отдельных деталей (касты и планки для колец, детали брошей и др.) собирают вручную путем пайки. Все детали очищают от грязи, жиров и окислов.
Пайку производят специальными припоями, которые состоят из сплавов металлов, соответствующих пробе изготовляемых изделий, но менее термостойкими. Припой по цвету не должен отличаться от цвета изделия.
Наиболее трудоемким является процесс ручной пайки цепочек, звенья которых должны быть прочно соединены между собой, тщательно пропаяны без
зазоров и следов припоя. За последнее время процесс изготовления цепочек на большинстве предприятий автоматизирован. Пайка звеньев цепочек осуществляется на паяльных автоматах, с применением порошкообразного припоя сложного состава.
Для совершенствования процесса сборки в настоящее время применяется более прогрессивный метод плазменной сварки.
Плазма представляет собой смесь электрически нейтральных молекул газа и электрически заряженных частиц – электронов и положительных ионов; а иногда и тяжелых отрицательных ионов. Плазма может быть получена различными способами, самым простым и распространенным из которых является нагрев газа в дуговом разряде. Кроме того, применяется конденсаторная сварка.
Конденсаторной сваркой можно получить стыковые, точечные и другие виды соединений и деталей малых толщин металлов драгоценных (золото, серебро, платина) и недрагоценных.
После сборки и пайки изделия подвергаются дальнейшей обработке – опиловке, очистке, шлифовке, полировке при необходимости отжигу и др.
Литье по выплавляемым моделям является наиболее прогрессивным способом изготовления тонкостенных и сложных по конфигурации изделий из сплавов золота и серебра. При этом способе предъявляются высокие требования к чистоте поверхности изделий (не ниже 4-го класса). Характерной особенностью является использование специальных пресс-форм, вспомогательных материалов и принудительное заполнение литейной полости форм жидким металлом под действием центробежных сил или вакуумного всасывания.
Процесс литья по выплавляемым моделям состоит из нескольких операций (подробно метод производства изображен на блок-схеме, рис 4.1).
Модель снабжают специальным литником, который рассчитывают и создают вместе с моделью. Затем изготовляют резиновую пресс-форму. Для этого сырую резиновую смесь (определенных марок) прессуют до определенной толщины на вулканизационном прессе с электрическим подогревом при повышенном давлении и в течение заданного времени. Спрессованную резиновую смесь режут на пластины и укладывают их в обойму (пакет), при этом между верхней и нижней пачкой пластин кладут модель, которая является эталоном изделия, воспроизводимого при последующих операциях. Обойму, подогретую до определенной температуры, закладывают под пресс, где при определенном давлении происходит вулканизация. Обойму извлекают из-под пресса, охлаждают в воде, извлекают резиновую пресс-форму, которую разрезают скальпелем по наиболее целесообразной линии разъема, и вынимают модель.
Затем в резиновой пресс-форме изготавливают восковую модель. Модельный воск представляет собой однородную смесь из двух-трех воскообразных компонентов, отвечающую требованиям достаточной пластичности и прочности. Состав загружают в инжекционный бачок. После этого включают нагреватель и регулируют давление сжатого воздуха в зависимости от величины и формы модели. На рабочую часть резиновой пресс-формы наносят тонкий слой тальковой пудры. Нагретый до определенной температуры модельный состав
путем надавливания подается из бачка в пресс-форму. Заполненную модельным составом пресс-форму охлаждают и осторожно извлекают восковую модель.
Для сборки моделей в блоки используются литники – восковые стояки с металлическим стержнем внутри. На литник тонким лезвием электропаяльника припаивают модели, которые образуют блок – куст. Блок моделей заливают формовочной массой (гипс и огнеупорный материал, размешанные в воде) и помещают на вибростол, где производится вибровакуумирование.
Изготовленную таким образом форму извлекают из устройства, выдерживают некоторое время до полного затвердения массы, а затем восковой модельный состав выпаривают, выплавляя его из формы в специальных печах с помощью водяного пара в течение 40 – 60 минут при температуре 80 – 100°С. Металл заливают в формы в специальной установке для центробежного литья; частота вращения плавильного узла 11 – 220 об./мин. Отделяют блок от формовочной массы легкими ударами молотка по стержню блока. Окончательно очищают отливки от формовочной смеси в 30%-ном растворе плавиковой кислоты. После промывки и сушки можно отделять отливки от литниковой системы.
Отдельные отливки еще не являются готовыми даже в том случае, если они сделаны по модели целого изделия. Они поступают в монтировочный цех для обработки поверхности, подгонки размеров колец, сборки замковых узлов в серьгах и брошах, припайки ушек кулонов и т.д., и только после окончательной монтировки можно приступать к закреплению камней и полировке. Монтировка – процесс соединения отдельных деталей изделий путем пайки, сварки, клепки.
Микролитье, или точное литье по выплавляемым моделям, - это наиболее эффективный способ тиражирования ювелирных изделий. Литьем получаются как отдельные детали для последующей их монтировки, как и целые изделия. Применение литья позволяет получить любое количество копий сложнейших изделий, изготовленных вручную, которые требуют только незначительной ручной доработки. Кроме того, мелкосерийное производство украшений способом литья предпочтительнее штамповки. Технология производства отливок по выплавляемым моделям значительно повышает производительность труда и качество изготовляемых изделий.
Отделочные операции.
К отделочным операциям относят операции, связанные с обработкой поверхности изделий: галтовку, пескоструйную обработку, крацовку, шлифовку и полировку.
Галтовка – это очистка поверхности изделий путем вращения их в барабанах, загруженных стальными шариками, кожаными обрезками, песком и другими абразивными материалами.
Пескоструйную обработку ведут сухим песком, который под давлением из сопла (суживающейся конической насадки) направляют на изделие. В результате такой обработки изделия приобретают шероховатую поверхность.
Крацовку производят круглыми щетками из тонкой латунной или стальной проволоки на вращательном станке, чтобы придать изделию необходимую матированную поверхность.
Шлифовку изделий применяют для создания ровной поверхности с помощью вращающихся шлифовальных войлочных, фетровых или бязевых кругов и порошков – пемзы, наждака.
Полировка придает изделиям глянец и зеркальный блеск. Вручную изделия полируют гладилами из стали и гематида (минерал – окись железа). Изделия, имеющие форму тел вращения, полируют на полировальных станках с помощью кругов из хлопчатобумажной ткани с применением порошков – крокуса, трепела. Широко применяют электролитическое полирование и отделку поверхности золотых и серебряных изделий алмазными резцами.
Декорирование.
Ювелирные изделия декорируют различными способами – золочением и серебрением, оксидированием, анодированием, гравировкой, чернением, нанесением художественной эмали, инкрустированием, чеканкой.
Золочение и серебрение – это гальваническое покрытие стойкими металлами менее стойких для придания изделиям нарядного вида и защиты их от коррозии. Обычно золочение и серебрение производят электролитическим способом. Слой золочения и серебрения может быть различным в зависимости от вида изделия и его назначения.
Оксидирование – это покрытие в декоративных целях поверхности серебряных и посеребренных изделий или отдельных ее участков темным налетом, иногда с постепенным переходом к светлому тону.
Анодирование (анодное оксидирование) – это получение искусственной пленки и окрашивание изделий из алюминия под цвет золота и в другие цвета.
Гравировку изделий производят вручную, механизированным способом и путем вытравливания поверхности.
Чернение – это украшение изделий из серебра рисунками из черни, по внешнему виду напоминающую черную эмаль. Рисунки бывают орнаментальными и сюжетными.
Инкрустирование – способ отделки, при котором отдельные углубления на лицевой поверхности изделий из дерева или металла заполняются костью, металлом, стеклом или ювелирными камнями.
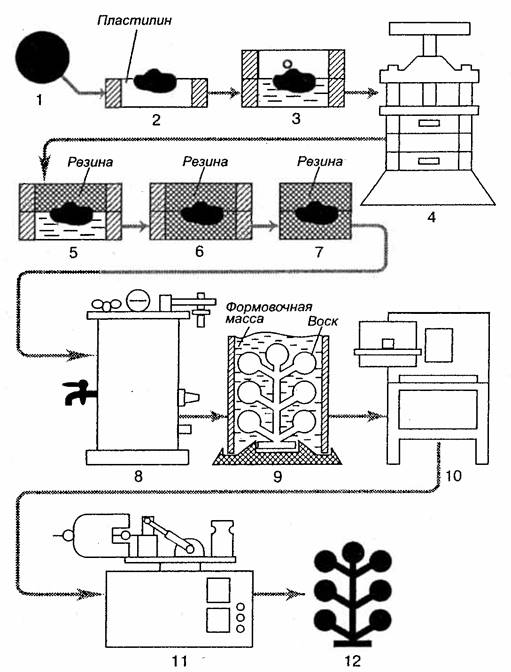
Рис 4.1 Блок-схема технологического процесса изготовления ювелирных изделий из золота методом литья по выплавляемым моделям
1 – сырая резиновая смесь; 2-3 – подготовка резиной смеси; 4 – прессование резиновой смеси на вулканизационном прессе; 5 – охлаждение обоймы с резиновой смесью в воде; 6 – разрезание резиновой пресс-формы; 7 – вынимание из резиновой пресс-формы модели (эталона изделия); 8 – изготовление восковой модели в резиновой пресс-форме; 9 – сборка моделей в блоки, образование блок-куста; 10 – вибровакуумирование; 11 – выпаривание воскового состава в печах; 12 – отделение отливок от литниковой системы.
5. Нормативно-технические документы на ювелирные товары, нормируемые показатели качества в соответствии с требованиями стандартов.
В работе рассматриваются некоторые стандарты, касающиеся золотых ювелирных изделий.
ГОСТ 22864-83 «Благородные металлы и их сплавы». Данный стандарт устанавливает общие требования к методам анализа благородных металлов и их сплавов и требования безопасности.
Отбор проб производится по нормативно-технической документации на продукцию из благородных металлов и сплавов. Взвешивание навесок производится с погрешностью не более: 0,0002 г – для химического и атомно-абсорбционного методов анализа; 0,005 г – для спектрального метода анализа; 0,00007 г – для пробирного метода анализа. В реактивах, используемых при проведении анализов сплавов, содержащих серебро, а также в окружающей среде не должно содержаться ионов хлора. При анализе чистых металлов содержание основного вещества определяют по разности 100% и суммы определяемых примесей. Параллельно с проведением основного анализа в тех же условиях проводят контрольный опыт для внесения соответствующей поправки в результаты анализа. Контроль правильности результатов анализа осуществляется с помощью стандартных образцов воспроизведением содержания определяемого компонента в стандартном образце анализируемого материала по включенному в стандарт методу или по аттестованной в установленном порядке методике с каждой партией проб анализируемого материала.
ГОСТ 17233-71 – ГОСТ 17235-71 «Золотые сплавы. Методы анализа». Настоящие стандарты распространяются на золото-серебряно-медные и золото-серебряные сплавы и устанавливают пробирный метод определения содержания золота и серебра (ГОСТ 17234-71), спектральный метод определения содержания висмута, сурьмы, свинца и железа (ГОСТ 17235-71). Пробирный метод основан на коллектировании золота и серебра свинцом, с последующим купелированием, которое состоит в окислительном плавлении свинца, в результате чего получается золото-серебряный королек. В стандартах определяются аппаратура и основные реактивы, используемые при проведении анализа, приводится подробная методика анализа.
ГОСТ 27973.0-88 – ГОСТ 27973.3-88 «Золото. Методы анализа». Данные стандарты устанавливает общие требования к проведению и организации атомно-эмиссионным и атомно-абсорбционным методам анализа золота с массовой долей золота не менее 99,9 %. Чистота металлов, применяемых для приготовления стандартных растворов, должна быть не менее 99,9 %. Взвешивание навесок производят с погрешностью не более: 0,0002г – для методов, основан
ных на предварительном растворении золота; 0,002 г – для атомно-эмиссионного метода (при анализе образцов произвольной формы).
Для изготовления золотых ювелирных изделий применяют тройные сплавы золота, серебра и меди, имеющие желтый цвет. Золотые сплавы, используемые в отечественном ювелирном производстве, бывают пяти проб – 958, 750, 583, 500, 375-й с содержанием золота соответственно 95,8%, 75,0% и т.д. Сплавы каждой пробы могут различаться цветом и тоном в зависимости от процентного состава компонентов. Сплав 958-й пробы называют «червонным золотом», по цвету оно не отличается от природного. Марки золотых сплавов включают обозначения компонентов, входящих в их состав, и их процентного содержания.
Для производства серебряных ювелирных изделий используют серебряно- медные сплавы 960, 925, 916 и 875-й проб. Маркируют серебряные сплавы аналогично золотым.
Из сплавов платины в ювелирном деле применяют в основном сплав платины 950-й пробы.
Из цветных металлов в ювелирном производстве чаще используются сплавы меди – латунь, мельхиор, нейзильбер.
Из черных металлов и их сплавов для производства ювелирных товаров применяют стали.
В Республике Беларусь также действуют международные стандарты.
ИСО 8653-86 «Ювелирное дело. Размеры колец». В данном международном стандарте содержится методика измерения размеров колец, разработанная с целью введения единого обозначения размеров колец в ювелирном деле. Размер кольца – внутренняя окружность кольца, выраженная в миллиметрах. Внутреннюю окружность кольца измеряют при помощи конусного калибра. Обозначение размера кольца состоит из номера настоящего стандарта и внутренней окружности кольца, выраженной в миллиметрах и округленной до ближайшего миллиметра.
ИСО 8654-87 «Цвета золотых сплавов». Настоящий стандарт устанавливает ограниченное количество цветов золотых сплавов. Определяя диапазон цветов золотых сплавов, стандарт позволяет изготовлять соответствующие отполированные золотые эталоны, которые применяются при заключении сделок между изготовителем и заказчиком. Он применим к ювелирным изделиям, к часовым корпусам и к их составным частям, изготовленным из сплавов золота, а также с золотыми покрытиями. Образцы, подлежащие измерению, должны иметь отполированные поверхности. Полировка длится до получения постоянной степени отражаемости.
ИСО 10713-92 «Ювелирное дело. Покрытия из сплавов золота».
Все изделия из драгоценных металлов, изготовленные в республике Беларусь, должны иметь пробирное клеймо, поставленное Инспекцией пробирного
надзора Министерства финансов. Пробирное клеймо содержит пробу, указываемую цифрами.
Кроме метрической системы, применяемой в нашей стране, в ряде стран используется каратная система проб. Соответствие некоторых проб золотых сплавов двух системам приведено в табл. 5.1.
Таблица 5.1
| Метрическая | Каратная |
| 375 | 9 |
| 585 | 14 |
| 750 | 18 |
Помимо цифр на клейме некоторых стран есть еще и символика. Например, до недавнего времени на отечественных изделиях перед цифрами изображалась звезда с серпом и молотом.
Ныне в России начинают выпускать изделия с новым клеймом, в котором вместо звезды – девушка в кокошнике. В Беларуси появилось свое клеймо с национальной символикой – изображением вместо звезды зубра.
Если Инспекция пробирного надзора установила несоответствие указанной на изделии пробе, то на изделие наносится клеймо НП (не соответствует пробе). Такое изделие подлежит переработке. Наряду с пробирным клеймом на изделия наносится именник предприятия-изготовителя, содержащий последнюю цифру года выпуска и условное буквенное обозначение предприятия (рис. 2).
Рис 2. Именник предприятия-изготовителя
Гомельское ПО «Кристалл»
6. Контроль качества товара. Нормативно-технические
документы на правила приемки, испытания, хранения и
эксплуатации товара.
Контроль качества изделий из драгоценных металлов начинают с проверки наличия на каждом изделии клейма Инспекции пробирного надзора, соответствующим сопроводительным документам, и именника предприятия-изготовителя.
Далее путем внешнего осмотра проверяют качество маркировки и упаковки изделий, линейные размеры колец и браслетов, выявляют дефекты и определяют их допустимость нормативным документам (ГОСТ 15150-69 и др.).
Ювелирные изделия должны иметь равномерное, без сколов, трещин и волосистости покрытие. Не допускаются видимые не вооруженным глазом, царапины, вмятины, следы работы специалиста, трещины и заусеницы.
Экспертиза ювелирных изделий проводится методами органолептической оценки и лабораторными методами: определение физических свойств, химического состава и экологической безопасности изделий, которые определяют качество ювелирных изделий.
Модель и конструкция изделий должна соответствовать утвержденному образцу, ТУ или ТО (техническое описание), чертежам и технической документации по рисунку, форме и назначению.
Вставки из полудрагоценных камней должны иметь равномерно прополированную и блестящую поверхность. Вставки из искусственно выращенного жемчуга должны быть гладкими и не иметь на поверхности царапин
В отдельных изделиях и вставках из натурального янтаря допускаются включения органического и неорганического происхождения, трещины, пузыри, слоистость, участки с внутренними и внешними окислениями, которые не снижают художественной ценности изделий. В цветных вставках из стекла допускается разнотонность.
В изделиях из драгоценных и недрагоценных металлов допускается посадка жемчуга и янтаря одновременно на клей и на штифты с резьбовой нарезкой или насечкой. На поверхности изделий не должно быть следов клея.
Закрепка вставок и накладок с помощью стержня, загнутого ушком, и клепки допускаются в изделиях из недрагоценных металлов.
Изделия из драгоценных металлов не должны иметь раковин, вмятин, заусенцев, шероховатостей, острых кромок, следов работы инструмента, обломов и царапин на лицевой поверхности. На поверхности изделий из золота 958-й пробы допускаются незначительные риски и седы работы инструмента на кромках, не ухудшающие внешний вид изделия.
В изделиях из драгоценных металлов, изготовленных методом литья по выплавляемым моделям, не допускается на лицевой поверхности более 5 пор диаметром более 0,4 мм и глубиной более 0,2 мм; при этом расстояние между по
рами должно быть не менее 5 мм. Изделия из драгоценных металлов не должны иметь отклонения массы более чем на +15% номинальной массы изделия.
Эмалевые покрытия на изделиях из драгоценных металлов должны быть равномерными, надежными, без заметных невооруженным глазом пропусков, просветов, царапин и пятен.
В изделиях из недрагоценных металлов на эмалевом покрытии не допускается более одной трещины длиной свыше 2 мм, либо одного скола эмали площадью свыше 1 мм2 , или более 2 пузырьков, или включения в виде точки на 2 мм2 эмалевого покрытия. Наличия в одном изделии трех видов дефектов не допускается.
Все детали должны быть хорошо и прочно смонтированы. Декоративное и защитно-декоративное покрытие – равномерное по всей поверхности, ровным слоем соответствующей толщины, без пропусков, подтеков, трещин, пористостей, отслаивания, пятен, царапин, пузырей и посторонних включений.
Места пайки в изделиях тщательно заправлены и следы пайки не должны быть заметны невооруженным глазом. Цвет припоя не должен резко отличаться от цвета изделия. Прожоги не допускаются.
Художественная отделка и форма изделий должны соответствовать их назначению, обеспечивать удобство пользования и соответствовать современным эстетическим требованиям.
Форма колец должна быть правильной, края гладко заправлены, касты припаяны без перекосов и строго соответствовать размеру камня, крапаны гладко заправлены и не должны царапать руку.
Замки у серег должны быть одинакового размера, плотно припасованы, свободно запираться и отпираться с защелкиванием, отверстие для запора у сложного замка – строго в центре детали, свободный конец крючка – хорошо заправленным, не иметь острых кромок, камни должны быть парными по размеру, цвету и огранке.
У брошей булавки должны быть упругими, коны их – заостренными правильным конусом, без заусенцев, следов запиливания, а также должны исключать возможность самооткрывания и не выступать за пределы габаритов изделия.
Бусины должны быть без сколов, трещин, царапин, затертостей, граней, а отверстия для ниток расположены в центре бусин и не иметь режущих кромок.
Детали колье должны быть прочно соединены и обеспечивать свободную подвижность, а замок – прочный запор цепочки и легко открываться, крепление колье и кулона к цепочке надежное.
У цепочек все детали должны быть прочно соединены между собой, звенья цепочки – подвижные, цепочка должна обладать максимальной гибкостью, текучестью и при отвесе иметь строго вертикальное направление, без угловатостей. Замок цепочки при нажиме должен свободно открываться и закрываться, запор хорошо пружинить.
Портсигары и сигаретницы должны быть с крышками, плотно прилегать одна к другой, без перекосов и зазоров; замок при нажиме поддавки должен
легко открываться; шарнир должен быть хорошо припасован и правильно заштифтован; внутренние ранты и другие части портсигара и сигаретницы должны быть плотно припасованы к крышке, а ушки для резинок – находиться на одинаковом уровне.
В парных изделиях (серьги, запонки), многопредметных гарнитурах и приборах предметы должны быть одинаковыми по форме, размерам и расцветке, рисунку, цвету и огранке вставок, а также по виду оправы.
В скульптурных, рельефных и ажурных изделиях из кости и рога резьба должна быть четкой, чистой и точной по рисунку; в рельефных изделиях – выдержана равномерность распределения высот рельефа в соответствии с общей формой.
Качество ювелирных изделий на предприятиях – изготовителях проверяется поштучно, а на торговых предприятиях, как правило, выборочным методом, отбирается до 10% изделий от партии, но не менее 10 штук.
У отобранных изделий определяют внешний вид, соответствие опломбированному образцу-эталону и НТД (нормативно-технической документации), ТО (технический образец); проверяют правильность оформления этикеток (наличие и правильность заполнения всех реквизитов), соответствие фактического размера браслетов и колец данным маркировки, а также наличие и качество ювелирных камней (размер пор, сколков, трещин, пузырей, зазоров и др.), а также определяют подлинность ювелирных камней.
При диагностике ювелирных камней одним из свойств, позволяющих получить важную информацию, является люминесценция, наиболее часто возникающая под действием ультрафиолетовых лучей. Цвет определяют в затемненных помещениях.
Прочность закрепления ювелирных камней определяют легким нажатием деревянной палочкой или встряхиванием изделия. Прочность пайки и закрепки вставок, правильность шарнирных соединений и замков устанавливают путем осмотра и опробования в действии.
Массу изделий из драгоценных металлов определяют взвешиванием на технических весах 1-го класса, при этом изделия из сплавов золота и металлов платиновой взвешивают с точностью до 0,01 г; изделия из сплавов серебра взвешивают на весах 3-го класса с точностью до 0,1 г.
В случае несоответствия хотя бы одного из отобранных контрольных образцов требованиям ГОСТов проводят повторную проверку удвоенного количества (до 20%), но не менее 20 образцов. Если и при этой проверке окажется, что одно из изделий не соответствует требованиям ГОСТов и другой нормативно-технической документации и опломбированному образцу-эталону, то вся партия бракуется.
Маркировка ювелирных товаров наносится на изделие, индивидуальную этикетку, групповую, транспортную тару и упаковочный лист.
На изделие наносятся именник предприятия-изготовителя и клеймо пробирного надзора. На этикетке изделия их драгоценных металлов должны быть указаны: на лицевой стороне – наименование и товарный знак предприятия, на
наименование изделия, артикул, наименование и проба металла, масса изделия в граммах, цена изделия; на оборотной стороне – размер кольца или браслета, наименование материала вставки, обозначение стандарта, штамп ОТК. На оборотной стороне этикетки к изделию со вставками из драгоценных камней дополнительно указывают: номер изделия, месяц, год изготовления номер партии, характеристику и стандарт на вставки. При этом не указывают артикул и цену за один грамм. Этикетка к изделиям из драгоценных металлов должны быть прикреплена ниткой и опломбирована.
Упаковка ювелирных изделий может производиться в различную тару: индивидуальную (бумажные пакеты, чехлы из полиэтиленовой пленки, коробки из любого материала, футляры и др.), групповую (картонные коробки) и транспортную (ящики из фанеры и др.). Групповая тара должна быть опломбирована. В транспортную тару могут быть вложены различные изделия, предназначенные одному получателю.
Транспортирование ювелирных изделий из драгоценных металлов, как правило, производится спецсвязью в деревянных ящиках. Ящики с ювелирными товарами должны быть обтянуты по краям железной лентой или проволокой и опломбированы так, чтобы их невозможно было вскрыть без повреждения опломбированной обтяжки. Упаковка должна обеспечивать сохранность качественных показателей изделий и их количества при транспортировании и хранении. Свободное пространство в таре должно быть заполнено вспомогательными упаковочными средствами в виде бумаги или других материалов, предохраняющих содержимое тары от перемещения при транспортировки и хранении.
Ювелирные изделия должны храниться и эксплуатироваться в условиях, исключающих их механическое повреждение, а также исключающих их взаимодействие со щелочными моющими средствами веществами, содержащими йод, ртуть или ее соединения, и некоторыми другими.
Группа условий транспортирования и хранения изделий – 1 по ГОСТ 15150-69 «Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды».
Условия хранения изделий, определяемые местом их размещения, макроклиматическим районом и типом атмосферы, характеризуется совокупностью климатических факторов, воздействующих при хранении на упакованные изделия, – режим первый предусматривает хранение изделий в отапливаемых и вентилируемых складах, хранилищах с кондиционированием воздуха, располо
женных в любых макроклиматических районах с температурой воздуха от +5 до +40°С и относительной влажностью воздуха 60% при 20°С, защищенных от пыли.
7. Заключение
За последние годы значительно увеличился выпуск ювелирных изделий, расширился их ассортимент, улучшилось качество и художественное оформление. На многих ювелирных заводах страны внедрена лазерная техника, обеспечивающая качественную сварку, резку и сверление драгоценных металлов, увеличился выпуск ювелирных изделий с алмазной гравировкой, чернью, эмалью, рельефным рисунком. Нововведения позволят значительно улучшить качество ювелирных изделий, сделать их еще более красивыми и эстетически ценными.
Спрос на золотые украшения в значительной степени определяется двумя факторами: их высокой ценностью и модой. В соответствии с этим он то достигает апогея, то, бывает, падает, но никогда настолько и не по тем причинам, когда можно было бы говорить даже о временном снижении покупательского интереса к ювелирным украшениям из золота.
Для каждого исторического периода характерна общность ювелирных изделий. Специалисты-искусствоведы на этой основе датируют ювелирные изделия с точностью до нескольких лет. Это наличие общности форм на определенное время и выражает моду в ювелирных изделиях.
Мода определяется появлением, а затем и преобладанием в данный период времени новых форм ювелирных изделий, новых вставок, новых форм и видов их огранки, новой отделки ювелирных украшений.
С появлением новой моды ювелирные изделия, характерные для предшествующей моды, частично или полностью теряют свою эстетическую ценность.
Модными в настоящее время являются ювелирные пустотелые изделия из тонкого листа металла, исполненные в технике скани, сочетающие в себе многоцветность одного или нескольких металлов; украшенные множеством вставок из различных камней яркой окраски, с применением всех видов ажура, из жемчуга – природного, выращенного, имитации; сочетающие черную гамму материалов (черное серебро, титан, черные камни – оникс, гематит, черный сланец); модели-комплекты (гарнитуры): серьги – цепочка; ожерелье (колье) – кольцо – браслет; серьги – кулон – кольцо и т.д.
В работе приведены основные этапы и методы производства ювелирных товаров. В дальнейшем будут развиваться преимущественно ресурсосберегающие технологии изготовления продукции. Но на стоимость ювелирных изделий это не окажет большого влияния, т.к. она определяется и другими факторами.
8. Список использованной литературы
Приложение 1. Продукция ювелирного производства.
Ювелирные изделия из золота без вставок





Ювелирные изделия из золота с фианитами



Содержание индивидуальной работы
| РЕФЕРАТ …………………………………………………………………... | 2 |
| ВВЕДЕНИЕ…………………………………………………………………. | 3 |
| 1. Применение ювелирных изделий в сфере производства и потребления………………………………………………………………… | 4 |
| 2.Классификационные признаки ювелирных изделий …………………. | 5 |
| 3. Потребительские свойства ювелирных изделий ……………………… | 8 |
| 3.1. Характеристика основных свойств металлов, используемых для производства ювелирных украшений ……………………………………. | 9 |
| 4. Технология производства ювелирных изделий и ее технико-экономическая оценка …………………………………………………….. | 13 |
| 4.1. Характеристика сырья основных стадий производства ювелирных изделий……………………………………………………………………… | 13 |
| 5. Нормативно-технические документы на ювелирные товары, нормируемые показатели качества в соответствии с требованиями стандартов………………..……………………………………………………… | 19 |
| 6. Контроль качества товара. Нормативно-технические документы на правила приемки, транспортирования, хранения и эксплуатации ювелирных изделий ………………..…………………………………………… | 22 |
| Заключение ……..…………………………………………………….…….. | 26 |
| Список использованной литературы ……………………………………... | 27 |
| Приложение 1. Продукция ювелирного производства ………………….. | 28 |