Технология производства спирта и водки на СОАО БАХУС г Смоленск
СОДЕРЖАНИЕ: ОТЧЕТ по производственной практике на базе СОАО «Бахус» Оглавление 1. История развития предприятия 2. Структура управления предприятием 3. Технология производства спирта и водкиОТЧЕТ
по производственной практике
на базе СОАО «Бахус»
Оглавление
1. История развития предприятия
2. Структура управления предприятием
3. Технология производства спирта и водки
3.1 Подготовка сырья к производству
3.2 Характеристика комплексов оборудования
3.3 Приготовление полуфабрикатов для производства водки
3.4 Типовая линия производства водки
7. Технологическое оборудование для транспортировки сырья и готовой продукции
8. Контроль качества сырья и готовой продукции
9. Охрана труда и окружающей среды
Список использованной литературы
1. История развития предприятия
Свою историю СОАО БАХУС ведет с 1865 года, когда купец первой гильдии Мачульский основал первый в Смоленской губернии завод по производству винокуренных изделий. Именно с именем этого человека связано начало производства водок на Смоленщине. В начале прошлого века в Смоленске действовало уже свыше десяти частных и казенных водочных заводов. Как и сейчас, так и в те далекие времена БАХУС использовал передовые технологии по производству настоящих русских водок в лучших традициях винокуров России.
В 1907 году уже работали сорок четыре винокуренных и два водочных завода. К 1953 году после военной разрухи восстановлено восемь спиртовых и ликероводочный завод, которые постоянно организационно и технически совершенствовались.
В результате приватизации в 1992 году на базе областного спирт объединения было создано Смоленское открытое акционерное общество производителей спирта и ликероводочных изделий «БАХУС» с контрольным пакетом акций, принадлежащим государству. Акционерное общество является правопреемником Смоленского производственного объединения «Смоленскспиртагропром». Учредителем общества является Комитет по управлению государственным имуществом Администрации Смоленской области.
Общество осуществляет следующие виды деятельности:
- производство и реализация спирта и пищевого сырья, ликероводочных изделий, виноградных вин, коньяков и других алкогольных напитков; побочных продуктов спиртового производства, минеральной воды и других видов продукции, вырабатываемой из всех видов пищевого сырья растительного и животного происхождения;
- производство, переработка и реализация продукции сельского хозяйства, в том числе молока и молокопродуктов, зерновых культур, солода, крахмала, картофеля и другого крахмалосодержащего сырья, сахара, плодов, ягод, соков и другого сырья растительного происхождения;
- торгово-закупочную деятельность, оптовую, мелкооптовую и розничную торговлю товарами народного потребления, продукцией производственно-технического назначения и сырьем для производства пищевой продукции по всей номенклатуре изделий отечественного и зарубежного производства; консалтинговые, маркетинговые и посреднические операции, экспортно-импортные операции с товарами и услугами.
На ликероводочном заводе «Смоленский» в период с 1992 по 1996 годы проведены реконструкция и техническое перевооружение предприятия. Построен новый, отвечающий всем требованиям современного предприятия, цех розлива, где установлены новые линии розлива (одна итальянского и три российского производства).
Наряду с приготовлением водки СОАО «БАХУС» разрабатывает и производит горькие и сладкие настойки, джины, ликеры, наливки. Вся эта продукция готовится только на основе натуральных ингредиентов. В производстве применяются морсы кураги и чернослива, черники и клюквы, черной и красной рябины, богатые аскорбиновой и сорбиновой кислотами, витаминами P и каротинами.
Продукция СОАО «БАХУС» лицензирована и сертифицирована в соответствии с законодательством Российской Федерации, обеспечивается всеми документами в соответствии с постановлениями Правительства Российской Федерации.
В настоящее время завод работает не на полную мощность, но полностью обеспечивает запросы потребителей. По статистическим данным за 2007 год потребление продукции «БАХУС»: пива увеличилось на 7%; водки уменьшилось на 5%.
2. Структура управления предприятием
В состав СОАО «БАХУС» входят девять филиалов (ликероводочный завод и восемь спиртзаводов):
· ЛВЗ «Смоленский» (г. Смоленск)
· с/з «Заревский» (Хиславичский район)
· с/з «Крапивенский» (Монастырщинский район)
· с/з «Пискарихинский» (г. Смоленск)
· с/з «Потемкинский» (Починковский район)
· с/з «Пречистенский» (Гагаринский район)
· с/з «Руссковский» (Шумячский район)
· с/з «Фроловский» (Хиславичский район)
· с/з «Яновский» (Починковский район)
С точки зрения организационной структуры СОАО «БАХУС» можно охарактеризовать как диверсифицированное производство, так как в составе акционерного общества можно выделить две технологически самостоятельные бизнес- единицы: ЛВЗ «Смоленский» (производство водки, ликероводочных изделий и минеральной воды) и с/з «Пискарихинский» (производство спирта). Организационно-производственная структура управления СОАО «БАХУС» представлена на схеме в приложении.
3. Технология производства спирта и вод ки
Технология спирта включает в себя следующие процессы: подготовку сырья к переработке, разваривание крахмалсодержащего сырья; охлаждение разваренной массы и осахаривание крахмалсодержащего сырья ферментами солода или культур плесневых грибов; сбраживание сахаров дрожжами в спирт; отгонку спирта из бражки и его ректификацию. При получении спирта из мелассы перерабатывается содержащаяся в ней сахароза, поэтому процессы разваривания и осахаривания исключаются.
Далее спирт используется для приготовления ликерно-водочных изделий. В стадии технологического процесса входят: приемка ректификационного спирта; подготовка воды; подготовка водно-спиртовой смеси; обработка водно-спиртовой смеси активированным углем; фильтрование водки; внесение ингредиентов; контрольное фильтрование водки; фасование и оформление готовой продукции.
3.1 Подготовка сырья к производству
Сырьё, применяемое для получения спирта, должно ежегодно воспроизводиться в количествах, достаточных для промышленной переработки, иметь высокое содержание крахмала или сахара и хорошо сохраняться. Этим условиям удовлетворяют клубни картофеля, зерно семейства мятликовых (злаков) и меласса.
К основному сырью можно отнести картофель, кукурузу, рожь, ячмень, пшеницу, овёс, сахарную свеклу, мелассу и воду.
Мелассой называют последний маточный раствор – оттек, получившийся при отделении кристаллов сахарозы на центрифугах. В мелассе содержаться несахара сока сахарной свеклы или сахарного тростника, не удаляемые при его химической очистке, и сахароза. Меласса представляет собой густую вязкую жидкость тёмно-коричневого цвета со специфическим запахом карамели и меланоидов. Для спиртового производства меласса – наилучшее сырьё. Ценность её заключается в том, что наряду с высоким содержанием сахара в ней находятся все вещества, необходимые для нормальной жизнедеятельности дрожжей.
К дополнительному сырью относят ортофосфорную кислоту, сульфат аммония, карбамид (мочевину) или диаммонийфосфат. Также в производстве спирта используют биостимуляторы, различные кислоты ( серную, соляную), пеногасители ( это в основном жиры, масла и продукты их гидролитического расщепления – ВЖК).
Сырьём для производства ликёроводочных изделий является спирт – этиловый сырец и спирт этиловый ректифицированный.
В зависимости от степени очистки спирт этиловый подразделяют на сорта: 1 сорт, высшей очистки, Базис, Экстра, Люкс, Альфа. Спирт-сырец –это спирт, полученный при перегонке сброженного раствора, не очищенный от примесей, содержание которых составляет 0,4-0,5% (ГОСТ Р 52193-2003)
Особая водка отличается специфическим ароматом и мягким вкусом, которые обусловлены внесением таких ингредиентов, как глицерин, мед, сахар, уксусная и лимонная кислота, гидроксид натрия, дихромат калия и эфирные масла.
Подготовка сырья включает в себя очистку примесей, земли, камней, пыли из основного сырья. Она может осуществляться при помощи мойки, воздушно-ситового сепарирования, магнитного сепарирования отделения семян сортных растений с помощью сит и отделения тяжелых примесей при помощи камнеловушек.
При переработке на спирт мелассы подготовка её сводится к гомогенизации, подкислению, добавлению питательных веществ для дрожжей и разбавлению её водой. Это может происходить в различных смесителях. Мелассу, сильно инфицированную микроорганизмами, подвергают тепловой стерилизации и очищают от взвешенных примесей.
Вода постоянно используется в технологический процессах, для мойки оборудования и тары и др. Поэтому к качеству воды предъявляются повышенные требования.
Вода должна быть безопасна в эпидемическом и радиационном отношении, безвредна по химическому составу и обладать качествами питьевой воды, быть прозрачной, бесцветной, без запаха и привкуса.
В чистой природной воде всегда содержатся растворимые соли, которые оказывают влияние на вкус напитков, а также на ферментативные процессы. Очистка воды представляет собой сложный многоступенчатый процесс. На предприятии «Бахус» для этого используют несколько способов и применяют различного рода фильтры (например, натрий–катионитовые (рис.1), угольные), Также на СОАО «БАХУС» происходит очистка воды метолом обратного осмоса на композитных мембранах производства США.
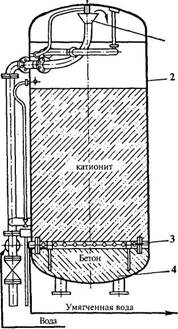
1- устройство для подачи воды
1 2- сосуд
3- устройство для отвода умягчённой воды
4-бетонная подушка
Рис.1. Катионитовый фильтр
В бродильных производствах используют следующие катеониты: КУ-1, КУ-2, КУ-2-8, КУ-2-8чс. Катионитовый фильтр (рис. 1.) представляет собой вертикальный цилиндрический сосуд 2 с нижним и верхним сферическими днищами. Сосуд на 2/3 высоты заполнен катионитом. Внизу на бетонную подушку 4 уложено дренажное устройство 3 для отвода умягченной воды. Во избежание уноса мелких частиц катионита на дренажное устройство насыпан слой кварцевого песка (0,5-0,7 м) с размером зерен 1—2 мм. Вода на умягчение подается в фильтр сверху через устройство 1. При прохождении через слой катионита в воде протекают обменные реакции умягчения. После истощения Na-катионит регенерируют 5—10%-ным раствором хлорида натрия, а Н-катионит - 1—1,5%-ной серной или 5-6% -ной соляной кислотами.
3.2 Характеристика комплексов оборудования
Линия производства спирта начинается с комплекса оборудования для мойки, очистки и измельчения крахмалосодержащего сырья, в состав которого входят картофелемойки, камнеловушки, водоотделители, барабанные камнеловушки, дробилки для измельчения картофеля и зерна, а также измельчители для тонкого измельчения зернового сырья.
В состав линии входят комплекс, состоящий из установок для тепловой обработки крахмалосодержащего сырья — смесителей предразварников, варочных аппаратов и паросепараторов, аппаратов гидродинамической обработки замеса, обеспечивающих различные схемы разваривания.
Следующим в линии является комплекс оборудования для охлаждения и осахаривания заторов, в состав которого входят аппараты с непрерывным осахариванием и вакуум - охлаждением, аппараты с двухступенчатым вакуум- охлаждением, а также аппараты с непрерывным охлаждением и осахариванием при атмосферном давлении.
Комплекс оборудования для брожения и культивирования дрожжей состоит из бродильных аппаратов и устройств для мойки, спиртоловушек и дрожжевых аппаратов.
В линии для производства спирта из мелассы комплекс оборудования состоит из рассиропников, аппаратов для размножения дрожжей и пеноловушек, а также устройств для отбора проб, измерения расходов мелассы и контроля плотности рассиропки.
Ведущий комплекс оборудования в линии предназначен для перегонки и ректификации спирта. В его составе имеются брагоректификационные и ректификационные установки, установки для получения безводного спирта, холодильники и кипятильники брагоперегонных аппаратов, вспомогательное оборудование ректификационных установок, а также оборудование для учета и хранения спирта.
Линия производства водки начинается с комплекса оборудования для подготовки водно-спиртовых растворов, в состав которого входят аппараты для кондиционирования воды, ультрафильтрационные и обратноосмотические установки, а также сортировочные аппараты и смеситель непрерывного действия.
Другой подготовительный комплекс оборудования линии содержит песочные фильтры, угольные колонки и установки для регенерации активированного угля перегретым паром.
Ведущий комплекс оборудования линии предназначен для фасования и оформления готовой продукции. В его составе имеются бутылкомоечные, фасовочно-укупорочные, инспекционные и этикетировочные машины.
3.3 Приготовление полуфабрикатов для производства водки
Основными технологическими операциями получения спирта являются: подготовка сырья, разваривание, осахаривание и охлаждение массы, брожение, перегонка и ректификация спирта (рис. 2.).
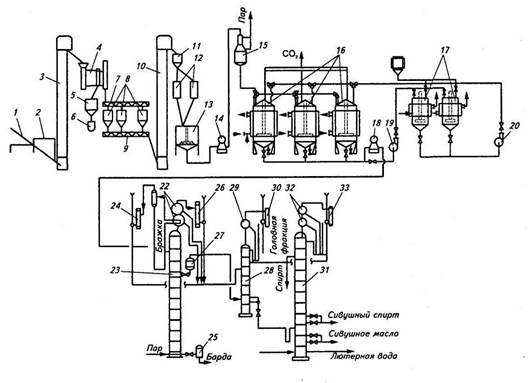
Рис. 2. Аппаратурно-технологическая схема получения спирта
Зерно поступает в приемный бункер 1, общим объемом 5 м3 , затем норией 3 подается на сепаратор 4, в котором происходит очистка зерна от посторонних примесей. Примеси поступают в бункер 5, объемом 1,5 м3 . По мере накопления выводятся винтовым конвейером 6 за пределы цеха и утилизируются.
Очищенное зерно винтовым конвейером 7 подается в бункеры 8 для хранения. Бункеры рассчитаны на 3-суточный запас зерна.
Для вывода зерна из бункера установлена задвижка в нижней части. Винтовым конвейером 9 зерно подается в норию 10, которая перемещает его в бункер 11, находящийся над дробилками. Из бункера зерно поступает в одну из молотковых дробилок 12 через дозирующее устройство.
В дробилке установлено просевное сито с диаметром отверстий 2-2,5мм, что обеспечивает проход измельченного зерна через сито с диаметром отверстий 1 мм в количестве 88-90%.
Далее измельченное зерно поступает в смеситель 13, куда одновременно подается вода температурой 35-40°С в количестве 2,5-3,0 л на 1 кг измельченного зерна при постоянно работающей мешалке для предотвращения оседания крупки на днище смесителя и получения однородного замеса.
Плунжерным насосом 14 замес подается в контактную головку 15, куда подается острый пар. Замес мгновенно нагревается до температуры 120 °С и поступает в варочно-бродильный аппарат 16 (рис. 3.) .
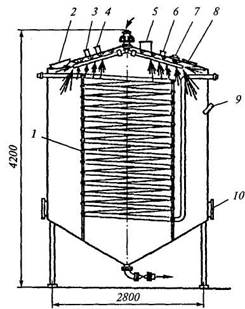
Рис. 3. Варочно-бродильный аппарат
Варочно-бродильный аппарат состоит из корпуса, изготовленного из стали марки 18X12HI0T.
Бродильный аппарат представляет собой цилиндр с коническим днищем, изготовленный из стали толщиной 6...8 мм. Сусло в нем сбраживается под действием ферментов дрожжей. Внутри аппарата смонтирован змеевик 1 из стальных труб диаметром 51-76 мм для отвода теплоты, выделяющейся при брожении массы. Масса подается через штуцер 4, дрожжи — через штуцер 3. Углекислота, выделяющаяся при брожении, отводится через патрубок 5.
Для осмотра и ремонта аппарат снабжен люками 2 и 10. 3а процессом брожения наблюдают через смотровое окошко 8 с помощью светильника 7. Термометры устанавливают в гильзы 9. К штуцеру 6 подключают гидрозатвор, который предотвращает образование вакуума при пропаривании аппарата паром. При непрерывно-проточном способе брожения на переточных трубах устанавливают дисковый затвор, с помощью которого аппарат отключается от батареи для мойки и дезинфекции. Конструкция затвора предотвращает застой бражки, что обеспечивает стерильность процесса брожения.
Механизированная мойка аппарата водой и растворами антисептиков осуществляется с помощью моечного аппарата.
Аппарат снабжен лопастной мешалкой, она служит для равномерного перемешивания замеса на стадии разваривания, и перемешивания уже сваренного замеса с осахаривающими материалами для охлаждения до температуры складки. Охлаждающая вода подается в рубашку снизу вверх. Греющий пар поступает в верхний патрубок рубашки, а конденсат из нижнего патрубка попадает в канализацию.
Разваривание ведется в «мягком» режиме путем выдержки замеса при температуре 95 °С в течение 2 часов. Данная температура поддерживается с помощью подачи пара в рубашку. Для равномерного подогрева замеса необходимо, чтобы мешалка работала постоянно.
После разваривания массы приступают к ее охлаждению до температуры осахаривания, подавая воду в рубашку аппарата снизу. При достижении температуры 58-60°С в сваренную массу подают осахаривающий материал. Осахаривающим материалом могут служить ферментные препараты из культур микроорганизмов. После тщательного перемешивания мешалку останавливают на 15-20 минут для осуществления процесса осахаривания. Полнота осахаривания проверяется воздействием на фильтрат сусла 0,5 процентным раствором йода. Если окраска йода при этом не изменится, то масса осахарена хорошо, сине-фиолетовая окраска свидетельствует о том, что в сусле имеется неосахаренный крахмал. После получения положительного результата продолжают охлаждение сусла до температуры складки 18-20 °С. При достижении температуры складки в сусло насосом задают дрожжи из дрожжанки 17 и оставляют на брожение при герметически закрытом чане.
В данной схеме принято периодическое 3-суточное брожение. Температура в период главного брожения не должна подниматься выше 29-30 °С, во время дображивания – 27-28 °С. Брожение считается законченным, когда содержание несброженных сахаров в бражке достигнет 0,2-0,3 г/100 мл, а видимое и истинное содержание сухих веществ не изменяется в течение последних 2-3 часов.
Для конденсации спиртовых паров, уносимых выделяющимся диоксидом углерода, предусмотрена спиртоловушка (в схеме не указана), промывная вода из которой попадает в сборник и затем отводится на перегонку в цех ректификации.
Зрелая бражка насосом 18 подается в подогреватель, нагревается в нем до 70-75 °С и направляется в сепаратор 22, где от нее отделяются пары диоксида углерода. Отсепарированная бражка поступает на тарелку питания бражной колонны 23 , а паровой поток - в конденсатор СО2 24. Пар двигается снизу вверх по колонне, встречается со стекающей по тарелкам бражкой и обогащается спиртом. Бражка, обедненная спиртом, в виде барды отводится из колонны через бардорегулятор 25, а водно-спиртовые пары крепостью 40-50% об. через пеноловушку поступают в подогреватель, где происходит их конденсация. Несконденсировавшаяся часть водно-спиртовых паров отводится в водяную секцию подогревателя бражки и конденсатор бражной колонны 26. Сконденсировавшиеся водно-спиртовые пары и примеси спирта образуют бражной дистиллят, который направляется в эпюрационную колонну 28 для очистки.
В эпюрационной колонне кроме очистки бражного дистиллята от головных примесей происходит их концентрирование. Паровой поток с выделенными в процессе эпюрации примесями поступает в дефлегматор 29 и конденсатор 30, конденсируется и в виде флегмы возвращается на верхнюю тарелку колонны. Головная фракция отбирается из конденсатора, затем через холодильник и контрольный снаряд направляется в спиртонриемник. Бражной дистиллят после эпюрации крепостью 30-35% об. поступает на 16-ю тарелку ректификационной колонны 31. В колонне спирт отгоняется, укрепляется, компоненты сивушного масла конденсируются; происходит также пастеризация спирта, т. е. дополнительная очистка его от головных примесей за счет наличия тарелок над зоной отбора спирта. Пары спирта поступают в дефлегматор 32, несконденсировавшаяся часть спиртовых паров из дефлегматора поступает в конденсатор 33, в котором происходит их полная конденсация. Из конденсатора 33 ректификационной колонны непастеризованный спирт в количестве до 3% через ротаметр направляется на 3-4-ю (считая сверху) тарелку эпюрационной колонны или отводится на фонарь головной фракции.
Ректификованный этиловый спирт с одной из тарелок гребенки отбора спирта направляется на холодильник или на тарелку питания окончательной очистки.
Брагоректификационные установки , применяемые в спиртовой промышленности, укомплектованы бражной, эпюрацинной и ректификационной колоннами.
Ректификационные колонны (рис. 4.), входящие в состав установок, бывают колонными, отгонными, концентрационными.
Полная колонна 1 (рис. 4., а) состоит из отгонной (исчерпывающей) и концентрационной частей, в состав которых входит дефлегматор 2 и холодильник дистиллята 3. Греющий пар подводится в нижнюю часть колонны, а вода проходит через дефлегматор и холодильник. Питание в полную колонну вводится в среднюю часть (на верхнюю тарелку отгонной части колонны). Дистиллят отводится из холодильника дистиллята.
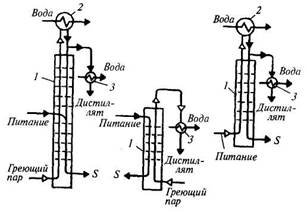
а) б) в)
Рис. 4. Принципиальные схемы ректификационных колонн
а) – полная б) – неполная отгонная в) – неполная концентрационная
Отгонная колонна 1 (неполная) (рис. 4., б) имеет только отгонную часть, в ней отсутствует дефлегматор 2, а питание подается на ее верхнюю тарелку. В этой колонне поступающее питание истощается низкокипящим компонентом.
Концентрационная колонна 1 (неполная) (рис. 4., в) снабжена дефлегматором 2, а питание поступает под нижнюю тарелку в парообразном виде.
В полной ректификационной колонне 1 создается возможность для получения практически в чистом виде обоих компонентов разделяемой бинарной (двухкомпонентной) смеси. В неполной отгонной колонне из нижней части отводится практически чистый труднолетучий компонент, а из верхней — пар, несколько обогащенный легколетучим компонентом. Из верхней части неполной концентрационной колонны отводится практически чистый легколетучий компонент, а из нижней — остаток S , несколько обогащенный труднолетучим компонентом.
Контактное устройство — основной элемент ректификационной колонны, на котором осуществляется процесс массообмена между паром и жидкостью. Интенсивный массообмен на контактном устройстве достигается путем создания развитой поверхности контакта фаз и активной гидродинамической обстановки.
В спиртовой промышленности, как правило, применяют тарельчатые контактные устройства, на которых осуществляется последовательно ступенчатый контакт фаз. На тарелке удерживается слой жидкости, через который проходит пар, в результате чего осуществляется массообмен.
3.4 Типовая линия производства вод ки
Для производства водки спирт сначала смешивают с очищенной умягченной водой. При этом происходит выделение теплоты (наибольшее тепловыделение при содержании спирта в растворе 36,25 об. %) и сжатие (контракция) раствора. Выделение теплоты и сжатие раствора свидетельствуют о взаимодействии молекул воды и спирта, при котором образуются непрочные соединения — гидраты.
При расчете количества спирта и воды для приготовления заданного объема сортировки учитывают эти особенности процесса. Например, для приготовления водно-спиртового раствора крепостью 40 об. % необходимо к 100 дал. спирта крепостью 96,2 об. % прибавить не 100, а 147,59 дал. воды.
Ректификационный спирт высшей степени очистки (или спирт Экстра), поступающий на приготовление водки, принимают по объему, измеряемому специальными мерниками, с одновременным определением содержания этилового спирта.
Сортировку или водно-спиртовой раствор приготавливают классическим периодическим или непрерывным способом. При получении водки периодическим способом вода, используемая для приготовления водки, должна содержать минимальное количество продуктов распада органических азотистых веществ и легкоокисляющихся неорганических примесей. Воду умягчают катионитами или же совместному Na-катионированию.
Для улучшения качества воды применяют отстаивание, фильтрование, коагуляцию, дезодорацию, обезжелезивание и умягчение.
Производство водки складывается из следующих технологических операций: приготовление водно-спиртовой смеси (сортировки), ее фильтрация и обработка активным углем, доведение крепости до стандартной (корректировка), фасование в бутылки и внешнее оформление (рис. 5.).
|
|
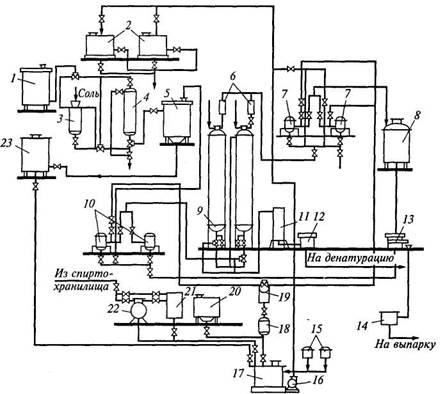
Рис.5. Аппаратурно-технологическая схема производства водки
Вода из напорного бака 1 для снижения жесткости проходит через слой сульфоугля или глауконита в катионитовом фильтре 4. Сульфоуголь регенерируется раствором поваренной соли, которую готовят в солерастворителе 3. Умягченная вода собирается в емкости 5 и через мерники воды 23 поступает в сортировочный аппарат 17. Спирт из спиртохранилища через конический 22 и цилиндрический 21 мерники поступает в сортировочный аппарат 17. Сюда же из бачков 15 поступают ингредиенты, водно-спиртовая жидкость из бачка 19 через контрольный фильтр 18 после промывки в песочных фильтрах 7, водно-спиртовая жидкость из цеха розлива и остатки других сортировок из бачка 20.
В сортировочном аппарате 17 смесь перемешивается мешалкой или насосом 16. Этим же насосом сортировка перекачивается в напорные баки 2 и далее через фор-фильтры 10 в угольные колонки 9. Скорость потока жидкости контролируется ротаметрами 6. В угольных колоннах 9 смесь фильтруется через слой активированного угля, в результате чего из нее удаляются примеси, придающие ей неприятный вкус и запах. Для регенерации активированного угля его обрабатывают паром при температуре 110...115 °С, а образующиеся при этом пары спирта конденсируются в холодильнике 11 и собираются в емкости 12.
Из угольных колонок 9 очищенная смесь через песочные фильтры 7 попадает в сборник водки 8, из которого водка направляется в фасовочные и укупорочные машины 13. Получающийся брак водки при розливе собирается в сборник 14.
На СОАО «БАХУС» водно-спиртовой раствор готовят периодическим способом, используя типовую линию производства. Дополнением к типовой линии является адсорбционный фильтр «Аква». Он используется для удаления альдегидов из водочного купажа. Фильтр стоит на выходе угольной колонки и включается параллельно. Также для различных марок водок на СОАО «БАХУС» используют патронные серебряные и бриллиантовые фильтры, работа которых основана на мембранных процессах разделения.
Патронный фильтр может быть с тканевой, проволочной опорной поверхностью фильтрующих элементов и фильтров с керамическими фильтрующими элементами.
Принцип действия всех фильтров одинаков. Отличаются они друг от друга конструкцией фильтрующих элементов (патронов) и установкой их в корпусе фильтра. Все они являются фильтрами периодического действия, работающими под давлением, имеющими небольшое гидравлическое сопротивление и высокую скорость фильтрации.
Типовыми фильтрами приняты фильтры с проволочной поверхностью фильтрации типа ПФ-10 и ПФ-20.
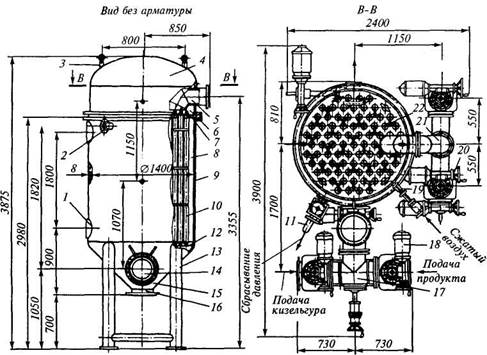
Рис.6. Патронный фильтр ПФ-20
Патронный фильтр ПФ-20 (рис. 6.) состоит из цилиндрического корпуса 9, конического днища 15, выпуклой крышки 4, на которой установлены рымболты 3, и плиты 7, в которой закрепляются патроны 10 прижимами 22. В нижней части патроны устанавливаются в отверстия решетки 12.
Плита устанавливается при помощи уплотнений между фланцами цилиндрического корпуса и выпуклой крышки и образует две камеры фильтра. В нижнюю камеру 8 при помощи коллектора 17, присоединенного к патрубку 14, подводятся суспензия, фильтруемый продукт и промывная вода. Из камеры 6 через коллектор 21, присоединенный к патрубку 5, отводятся жидкая фаза суспензии, фильтрат и промой. Кроме того, для подвода воздуха в верхнюю камеру установлен вентиль 19, а в нижнюю — патрубок 2. Сброс воздуха из нижней камеры осуществляется через трубу 11. Для наблюдения за состоянием внутренней части нижней камеры установлены смотровые стекла 1. Удаление промытого осадка осуществляется через патрубок 16. Фильтр установлен на трубчатом каркасе 13. Для управления процессом фильтрации имеются задвижки с электродвигателями 18 и маховиками 20.
Полный цикл работы фильтров включает в себя следующие стадии: намыв суспензии, возврат первых мутных порций фильтруемого продукта, фильтрация, вытеснение нефильтрованного продукта, промывка осадка и удаление осадка. В эксплуатации фильтры полностью автоматизированы.
Угольная колонка предназначена для очистки сортировки активным углем.
Колонка представляет собой цилиндрический корпус с приваренным к нему сферическим днищем и крышкой. В днище имеется штуцер для подачи сортировки. В нижней части колонки располагается решетка, на которую загружают активный уголь через люк, расположенный сбоку над решеткой. Сортировка, пройдя через слой активного угля, выводится через штуцер, расположенный на крышке колонки.
Для различных сортов водки угольные колонки работают с производительностью от 5 до 60 дал/час. Техническая характеристика угольной колонки приведена в таблице 1.
Таблица 1.Техническая характеристика угольной колонки
| Производительность, дал/час |
5-60 |
| Материал |
медь, луженная внутри; нержавеющая сталь |
| Марка материала |
ОХ18Н10Т |
| Диаметр, мм |
700 |
| Высота, мм |
4200 |
Чан-смеситель для приготовления сортировок представляет собой герметически закрытый стальной цилиндрический резервуар со сферическим днищем и крышкой. На крышке имеются патрубки для подвода воды, спирта и возвратных продуктов. Перемешивание осуществляется циркуляционным методом и пропеллерной мешалкой (частота вращения мешалки 480 об/мин). Перемешивание предпочтительнее проводить сжатым воздухом, что улучшает качество сортировок. Расход воздуха около 1 м3 /мин на 1 м2 площади поперечного сечения чана. Приготовление сортировки обычно длится около 1,5 часов, в том числе набор спирта - 40 минут, перемешивание - 10 минут, определение и корректировка крепости смеси - 10 минут, перекачка сортировки в напорный чан – 10-30 минут. Техническая характеристика чана - смесителя приведена в таблице 2.
Таблица 2.Техническая характеристика чана - смесителя
| Вместимость, дал |
100-300 |
| Диаметр, мм |
1356-1656 |
| Высота, мм |
1080-1380 |
| Диаметр лаза, мм |
405 |
| Диаметр лючка, мм |
143 |
4. Розлив
Из сборника водки, она направляется в фасовочные и укупорочные машины. Водку разливают в бутылки, которые перед наполнением тщательно осматривают и моют.
4.1 Мойка
Для мойки используют бутылкомоечные автоматы АММ-6, АММ-12 и Б6-ВМГ-24.
Новые и поступающие от потребителей бутылки проверяют перед световым экраном, отбирают дефектные, нестандартные и сильно загрязненные. Бутылки, прошедшие контроль, направляют на мойку в бутылкомоечный аппарат (рис.5). В зимнее время бутылки перед подачей на мойку предварительно выдерживают в теплом помещении для обогрева. Это способствует снижению боя.
На рис. 7 представлена схема бутылкомоечного автомата АММ-6. Кассеты для бутылок закреплены на двух втулочно-роликовых цепях 5, образующих бесконечный конвейер. Цепи конвейера обкатываются по пяти парам звездочек, из которых одна пара является ведущей. После схода со звездочек цепи перекатываются на роликах по направляющим, приваренным к стенкам корпуса автомата.
В нижней части корпуса 6 автомата, выполненного из листовой стали, имеются две ванны 9 и 14 для отмачивания бутылок. В верхней части корпуса расположены шприцевальные устройства 1, 2, 3 и 4 для обработки бутылок щелочными растворами, теплой и холодной водой, а также ванны 11 и 12 для приема моющих жидкостей после шприцевания.
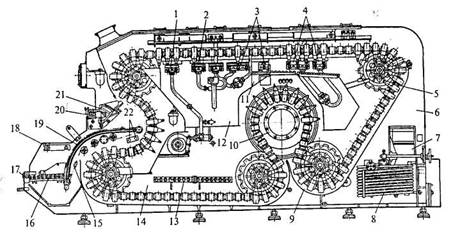
Рис. 7. Бутылкомоечный автомат АММ-6 (продольный разрез)
1, 2, 3, 4 - шприцевальные устройства; 5-втулочно-роликовые цепи;
6-нижняя часть корпуса; 7-сетчатый барабан; 8, 13-теплообменники;
9, 11, 12, 14-ванны; 10-барабан; 15-поперечные планки; 16-ряд валиков;
17, 20-пластинчатый транспортер; 18-оросительная труба;
19-криволинейные направляющие; 21-наклонные желоба; 22-трубы.
В нижних щелочных ваннах установлены теплообменники 8 и 13 для нагревания щелочных растворов и сетчатый барабан 7 для улавливания из раствора смытых этикеток. Воду в верхней водяной ванне нагревают паром через барботер. Механизм загрузки выполнен в виде ряда валиков 16, вращающихся в одном направлении. Вращаясь, валики стола загрузки переносят грязные бутылки с пластинчатого транспортера 17 к криволинейным направляющим 19, по которым поперечные планки 15 задвигают их в очередную кассету. В кассете помещается 16 бутылок..
Чистые бутылки из кассеты выгружаются на наклонные желоба Механизма разгрузки 21, устанавливаются им в вертикальное положение и сталкиваются на пластинчатый транспортер 20.
Для мойки бутылок в автомате установлен ступенчатый температурный режим с постепенным повышением и последующим понижением температуры моющих жидкостей. При резком перепаде температур увеличивается бой бутылок.
Если бутылки имеют блестящую внутреннюю и наружную поверхности, то считаются чисто вымытыми. Недостаточно вымытые бутылки бракуются перед световым экраном и возвращаются на повторную мойку. Машины периодически чистят и моют, тщательно удаляя стеклобой, накопившуюся грязь и этикетки.
Бутылкомоечные автоматы АММ-6, АММ-12 и Б6-ВМГ-24 выпускаются производительностью 6, 12, 24 тыс. бутылок в час и предназначены для мойки бутылок вместимостью 0,5 и 0,33 л.
Расход воды на мойку бутылок в этих автоматах составляет соответственно: 6, 14 и 16 м3 /ч; пара: 270, 460, 700 кг/ч. Масса автоматов: 12,7; 18,5 и 37 т.
До перехода завода на новое технологическое оборудование на СОАО «БАХУС» использовалась бутылкомоечный аппарат БМР-АММ-6. В настоящее время отдельную бутыломоечную машину не используют, из-за перехода от многоразовой тары на одноразовую, которая подвергается лишь ополаскиванию перед розливом.
Для этого на заводе используют ополаскиватель VLA-18 фирмы KRONES, работающий по принципу бутылкомоечной машины, с числом захватов бутылок до 18 и производительностью до 7200 бутылок в час.
4.2 Розлив
Розлив и оформление разлитых изделий осуществляется на специализированных линиях, в состав которых входят кроме упомянутых выше бутыломоечных машин, автоматы розлива, укупорки, бракеражный полуавтомат, этикетировочный и укладочный автоматы. Все автоматы соединены между собой пластинчатым транспортером.
Перед розливом готовое изделия подвергают контрольной фильтрации через матерчатые или сетчатые фильтры, которые установлены на трубопроводе перед разливным автоматом. Фильтрацию изделий проводят непрерывно в процессе розлива.
Ликёро-водочные изделия разливает в бутылки по объему (основную массу продукции) и по уровню.
Розлив изделий по объему осуществляют разливочными автоматами различной конструкции. Наибольшее распространение получали следующие автоматы ВАР-6, Д9-ВАР-6, Т1-ВРА-6А, Д9-ВР2М-6.
Розлив водок и ликеро-водочных изделий в бутылки по уровню производится автоматами, работающими по принципу дозирования жидкости путем создания разрежения в напорном резервуаре, дозаторах и в бутылках.
На СОАО «БАХУС» для розлива используется вакуумный наполнитель фирмы KRONES k-304-631.
Автомат в основании имеет станину, на которой, расположены стойки с валами. Внутри станины размещен привод, состоящий из электродвигателя с дисковым вариатором, клиноременной передачи, редуктора и зубчатых передач к валам стоек. На центральном валу закреплена карусель со стойкой, к верхней части которой крепится разливочная головка. К боковым стойкам крепится стол и звездочки. Стаканы устанавливаются на карусель. Разливочную головку можно опускать или поднимать в зависимости от высоты бутылок за счет винтовой пары, расположенной в стойках карусели и резервуара. В основании станины имеются ножки с отжимными устройствами. На автомате установлены масленки для периодической смазки.
В резервуар 1 (рис. 8) через вводную трубу поступает жидкость, заданный уровень которой поддерживается поплавком 2. Лента транспортера, проходящая через стол автомата, подает бутылки к звездочке шагомера 3, установленной на столе 4.
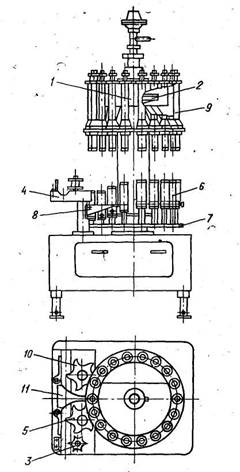 Рис. 8. Вакуумный наполнитель
Рис. 8. Вакуумный наполнитель
Звездочка шагомера пропускает бутылки по одной к подающей звездочке 5, которая направляет бутылку на поддон стакана подъемного столика 6, установленного на карусели 7.
При вращении карусели подъемный столик вместе с бутылкой, выходя из-под копира 8, под действием пружины поднимается вверх и прижимает горло бутылки к вставке дозирующего устройства (дозатора) 9 и, продолжая подниматься, приводит в действие клапанную систему дозатора. Заканчивая один оборот вращения карусели, подъемный столик вместе с наполненной бутылкой по копиру опускается вниз, т. е. в исходное положение.
В это же время срабатывает клапанная система. Приемная звездочка 10 снимает с подъемного столика бутылку и по направляющей 11 перемещает её на ленту транспортера и передаёт бутылки на укупорку и оформление.
5. Упаковка
Укупорка бутылок на СОАО «БАХУС» производится на укупоривателе фирмы KRONES РР4/300-97 (рис. 9). В нём колпачки подаются в дозировочное устройство 3 и при помощи сортировочного устройства 4 направляются в лоток для колпачков 2. Далее колпачок попадает в держатель укупоривающей головки 6, в укупоривающую головку 5 и на узел передачи колпачков 1. Управление происходит при помощи пневматического управляющего блока 7.
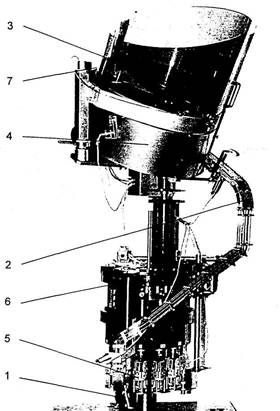
Рис. 9. Укупориватель РР4/300-97
Когда колпачок оказывается в узле передачи колпачков, укупоривающая головка прижимает его к бутылке и выдавливает резьбу ровно по форме горлышка бутылки. Далее может одеваться уплотняющее кольцо для герметизации жидкости.
Техническая характеристика укупорывателя РР4/300-97 приведены в таблице.
Таблица 3.Техническая характеристика укупорывателя РР4/300-97
| Типы колпачков |
Алюминиевые с накаткой диаметром 28 мм |
| Диаметр бутылки, max, мм |
115 |
| Высота бутылки, max, мм |
140-360 |
| Укупоривание головки |
Тип VK 138/4 шт. |
| Производительность |
6000 бутылок/час |
| Диаметр части окружности |
300 мм |
| Диаметр max,мм |
520 |
| Высота с сортировочным устройством, мм |
Ок. 2050 |
| Вес укупоривателя, кг |
850 |
| Вес сортировочного устройства, кг |
150 |
| Рабочая нагрузка, В |
220/380 |
Оформление стеклянных бутылок производится при помощи карусельной робусты К-722-692. На ней происходит автоматическая наклейка этикеток, акцизных марок, штамповка даты выпуска продукции.
Этикетки изготавливают на офсетных фабриках из белой мягкой бумаги плотностью 70-80 г/м![]() с повышенной способностью впитывать влагу.
с повышенной способностью впитывать влагу.
На лицевой стороне этикетки, кроме соответствующего рисунка или надписи, указывают наименование ликеро-водочных изделий, содержание в них спирта в процентах, содержание сахара в процентах, вместимость бутылки в литрах, название завода-изготовителя и ведомство, в систему которого входит завод, номер ГОСТ и розничную цену. На обратной стороне этикетки в момент наклейки ее на бутылку наносится штемпельной краской дата выпуска, число, месяц, год и номер бригады.
При оформления бутылок в экспортном исполнении на обратной стороне этикетки в виде кода наносится наименование завода-изготовителя и другие необходимые данные.
Окончательная упаковка бутылок на СОАО «БАХУС» происходит при помощи полуавтоматической упаковывающей машины ПУМ-600-М2, производитель г. Новгород (см. табл. 4). В машину на конвейере на картонной подложке поступают бутылки с готовой продукцией, отрезается пакет определённого размера и подаётся в термоусадочную машину, где под действием температуры происходит сжатие плёнки и окончательная упаковка.
Таблица 4.
Техническая характеристика упаковывающей машины ПУМ-600-М2
| Габаритные размеры, мм -длина -ширина -высота |
3400 1050 1995 |
| Электропитание |
3х380В±10%, 50Гц |
| Установленная мощность, кВт |
14 |
| Номинальное рабочее давление сжатия воздуха, МПа |
0.5±0.1 (5±1) |
| Расход воздуха, м3 /час |
4.5 |
| Скорость транспортной ленты, м/мин |
2.6 |
| Размер пакета, мм -длина -ширина -высота |
300 400 360 |
| Упаковываемый материал |
Плёнка полиэтиленовая термоусадочная ГОСТ25951-83 |
| Размер плёнки -толщина, мкм -ширина, мм не более |
100 600 |
| Пропускная способность термотоннеля, упаковок/мин, не более |
6 |
| Персонал, чел |
1 |
| Масса, кг, не более |
430 |
6. Хранение готовой продукции
Укупоренные бутылки поступают по транспортеру на бракераж. При бракераже отбирают бутылки недостаточно налитые, плохо укупоренные и содержащие механические включения в водке. Включения могут состоять из кусочков стекла, образовавшихся в результате механического повреждения бутылок при укупорке, различных волокон, загрязнений и т.д. Все механические включения при тщательном просмотре на ярком свете перед световым экраном обнаруживаются при перевертывании бутылок. Бракованная продукция немедленно изымается и идёт на переработку.
Переворачивание бутылок вверх дном выполняет бракеражный полуавтомат. Наибольшее распространение на ликеро-водочных заводах получил бракеражный полуавтомат БАЗ-М, производительностью 6000 бут./ч.
Забракованные бутылки вынимают. Основную массу забракованной продукции сливают в воронку для исправимого брака, а загрязненные изделия сливают в воронку для неисправимого брака и далее в сборник неисправимого брака.
Бутылки после слива забракованных изделий возвращают для повторной мойки в бутыломоечную машину.
Готовая продукция поступает в экспедицию, где хранится до отпуска в торговую сеть. Водки и водки особые должны храниться при температуре от минус 15°С до плюс 30°С, ликероводочные изделия - от 1°С до 25°С в помещениях с относительной влажностью воздуха не выше 85%.
7. Технологическое оборудование для транспортировки сырья и готовой продукции
Для транспортировки сырья и готовой продукции на СОАО «БАХУС» применяются пластинчатые конвейеры, рольганги, ленточные конвейеры, трубопроводы с насосными станциями. Их используют для погрузочно-разгрузочных работ и для транспортировки продукции на небольшие расстояния (в пределах помещения цеха).
Горизонтальный пластинчатый конвейер состоит из двух тяговых пластинчатых цепей, к которым прикреплены пластины, снабжённые бортами. Цепи с пластинами снабжены ходовыми катушками, которые перемещаются по продольным направляющим. Они опираются на станину и жёстко с ней связаны. Настил выполняет роль грузонесущего элемента.
Трубопроводы выполняются из нержавеющей стали и являются наиболее важным транспортирующим элементом предприятия. Все жидкие среды (полуфабрикаты и готовая продукция) транспортируются именно при помощи трубопроводов при создании давления насосными станциями.
Насос – гидравлическая машина, которая преобразует механическую энергию электродвигателя в энергию перемещаемой жидкости. Основными параметрами насосов является подача, напор и потребляемая мощность. На СОАО «БАХУС» используют насосы с напором до 60 м и объёмной подачей до 100 м3 /ч.
8. Контроль качества сырья и готовой продукции
Качество пищевых продуктов - это совокупность характеристик, которые обусловливают потребительские свойства пищевой продукции и обеспечивают ее безопасность для человека.
Постоянный и правильно организованный контроль производства дает возможность следить за качеством готовых изделий, не допускать отклонений от физико-химических норм и позволяет обеспечить выпуск продукции, отвечающей требованиям государственных стандартов.
Качество сырья и готовых изделий определяют органолептическими и лабораторными (химическими и физическими) методами. Пользуясь органолептическими методами, с помощью органов чувств определяют внешний вид, цвет, вкус, запах, а также консистенцию вещества.
Органолептический анализ менее точен, чем лабораторный, но выполняется быстро и имеет весьма важное значение при оценке пищевых продуктов. Лабораторный контроль осуществляется непосредственно в заводской лаборатории, где проверяют качество готовой продукции на соответствие требованиям стандартов. Для этого проводят технический, химический и микробиологический анализы, осуществляют органолептическую оценку качества продукции.
Большое влияние на качество продукции оказывает технологическое оборудование, используемое в производстве. Необходимо следить за работой оборудования, своевременно заменять детали, не отвечающие санитарным требованиям, ухудшающие качество продукции. Плохая регулировка машин также отражается на качестве готовой продукции.
9. Охрана труда и окружающей среды
1. Меры безопасности при работе с электрооборудованием на предприятии.
Устройство, монтаж и эксплуатация электроустановок должны соответствовать требованиям ГОСТ 12.2.007.0-75 ССБТ. В некоторых помещениях запрещается находиться при работающих аппаратах. При этом на пусковом устройстве должен быть плакат: «Не включать! Работают люди!».
2. Меры безопасности в рабочих цехах и при погрузо-разгрузочных работах.
Погрузочно-разгрузочные работы следует выполнять в соответствии с ГОСТ 12.3.009—76 «Работы погрузочно-разгрузочные. Общие требования безопасности».
Места производства работ должны быть оборудованы знаками безопасности. Движение транспортных средств в местах проведения работ должно быть организовано по схеме, утвержденной администрацией предприятия, с установкой дорожных знаков.
Погрузка и разгрузка единичных грузов массой более, 50 кг и подъем грузов на высоту более 3 м должны быть механизированы.
3. Система рабочего и аварийного освещения основных цехов (подразделений). Виды освещения.
Естественное и искусственное освещение в производственных и вспомогательных зданиях и помещениях должно соответствовать строительным нормам и правилам: СНиП II—А.8—72 «Естественное освещение», СНиП II—А.9—71 «Искусственное освещение», Правилам устройства электроустановок (ПУЭ), Правилам технической эксплуатации электроустановок потребителей и Правилам техники безопасности при эксплуатации электроустановок потребителей.
Аварийное освещение, необходимое для продолжения работы при отключении общего и местного освещения, должно обеспечивать на рабочих поверхностях освещенность не менее 10% норм общего освещения, установленных для этих поверхностей. Аварийное освещение в эвакуационных проходах должно быть не менее 0,3 лк на полу и ступенях лестниц.
4. Устройство вентиляции на предприятии.
Общая приточно-вытяжная вентиляция должна быть устроена так, чтобы исключалась возможность поступления воздуха из помещений с большим загрязнением воздуха в помещения с меньшим загрязнением.
Приточный воздух не должен подаваться через зоны с большим загрязнением воздуха в зоны с меньшим загрязнением. Воздух должен удаляться непосредственно от мест выделения вредных веществ или зон наибольшего загрязнения.
5. Система защит от опасности поражения электрическим током (защитное заземление, зануление, отключение, электроблокировки).
Для обеспечения безопасности людей от поражения электротоком, а также защиты электрооборудования от грозовых и др. перенапряжений в соответствии с требованиями «Правил устройства электроустановок» на предприятиях должны быть сооружены заземляющие устройства, к которым надежно подключены металлические части электроустановок, корпуса электрооборудования и т.д. Линия производства должна быть оснащена электроблокировкой для немедленной остановки на каком-либо этапе в случае аварийной ситуации.
6. Средства тушения пожара на предприятии.
Предприятие должно быть обеспечено средствами пожаротушения: огнетушитель, ящик с песком и лопата, ведро с водой и др. При наличии в непосредственной близости от места проведения огневых работ кранов пожарного водопровода, напорные рукава со стволами должны быть положены к месту проведения работ.
Список использованной литературы
1. Машины и аппараты пищевых производств. В 2-х кн. Учебник для вузов. Под ред. акад. С.А. Панфилова.-М.: Высшая шк., 2001.
2. Ермолаева Г.А. Технология и оборудование производства пива и безалкогольных напитков. Учебник для вузов.- М.:Академия ИРПО, 2000.-413с.
3. Яровенко В.Л., Марниченко В.А. и др. Технология спирта. М.:Колосс, 2002.-434 с.